

航空機エンジン向けチタン加工、高圧クーラントで効率化
- 投稿日時
- 2026/04/08 16:22
- 更新日時
- 2026/04/10 16:24
トクピ製作所と東大、高速ミーリング実証
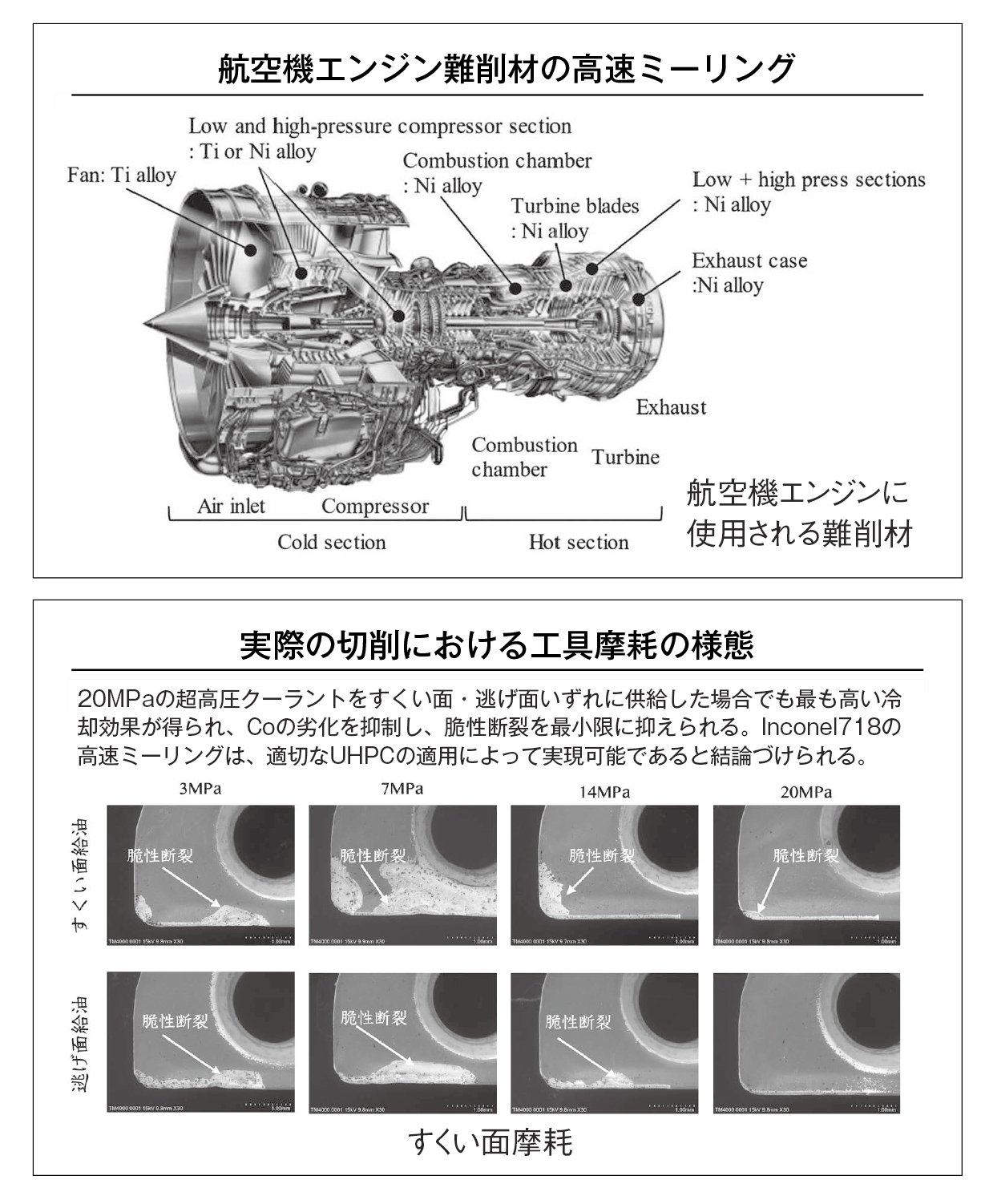
航空機エンジンの重要部品に多用されるチタン合金やニッケル基超合金は、優れた高温強度を備える反面、極めて削りにくい「難削材」の代表格だ。熱伝導率が低く加工硬化が顕著なため、切削時には刃先に熱が集中し、局所的には1300℃に達する。特に断続切削となるミーリング加工では、熱的・機械的負荷が交互に作用し、工具寿命の短縮が生産性向上の大きな壁となっていた。
この課題に対し、この度トクピ製作所の森合勇介部長と東京大学生産技術研究所(毛経天特任研究員)らのグループは、最大30メガパスカルの超高圧クーラント(UHPC)技術と、独自設計の内部流路付き工具を組み合わせた高能率加工技術を開発した。
■超高圧と「逃げ面給油」を両立
難削材加工の効率化には切削速度の向上が不可欠だが、従来の大流量外部供給(フラッドクーラント)では、ノズル出口からの距離に伴い流速が激減し、刃先近傍での熱交換効果が十分に発揮できなかった。研究グループは、3Dプリンター造形を活用し、刃先近傍に直径0・4〜0・5㍉の微細ノズルを備えたオリジナルエンドミルを設計。トクピ製作所の超高圧ユニット「HIPRECO」を用い、インコネル718の高速ミーリング実験を実施した。切削速度は、業界標準の4倍に相当する周速120㍍に設定された。
実験では、20メガパスカルの超高圧給油により、外部給油比で流量をわずか約2〜8%に抑制しながら、逃げ面摩耗を劇的に低減できることを突き止めた。インコネル718は加工硬化が激しく、切削時に強い機械的衝撃が発生する。超硬工具(WC—Co)の結合材であるコバルトが熱で弱まると脆性断裂が生じるが、UHPCが刃先を強力に冷却しコバルトの劣化を防いだことで、欠損を最小限に抑えられた。
特に逃げ面へ直接供給する手法は、刃先周囲の流速を高め、潤滑性の向上と仕上げ面粗さの改善を両立することも確認された。
今回の成果は、航空機産業における生産性向上とコスト削減、さらにはクーラント流量削減による環境負荷低減という「3兎」を追うものだ。森合氏は「超高圧技術は、持続可能性を両立する次世代モノづくりの核になる」と展望を示す。今後は工具設計の最適化をさらに進め、難削材加工の新たな業界標準(デファクトスタンダード)の確立を目指す構えだ。
(日本物流新聞2026年4月10日号掲載)




関連動画

【研磨屋TV】製作費3,000円以下!排熱ダクト / Heat exhaust duct for under 3,000 yen!
製作費3,000円以下!排熱ダクト Heat exhaust duct for under 3,000 yen!
研磨屋TV
2026年05月18日

【研磨屋TV】平面研削盤の砥石のバランスを取る方法 / How to balance the wheels on a surface grinder
平面研削盤の砥石のバランスを取る方法 How to balance the wheels on a surface grinder
研磨屋TV
2026年05月18日


