日本の良質なデータが勝ち筋に
2026年06月24日
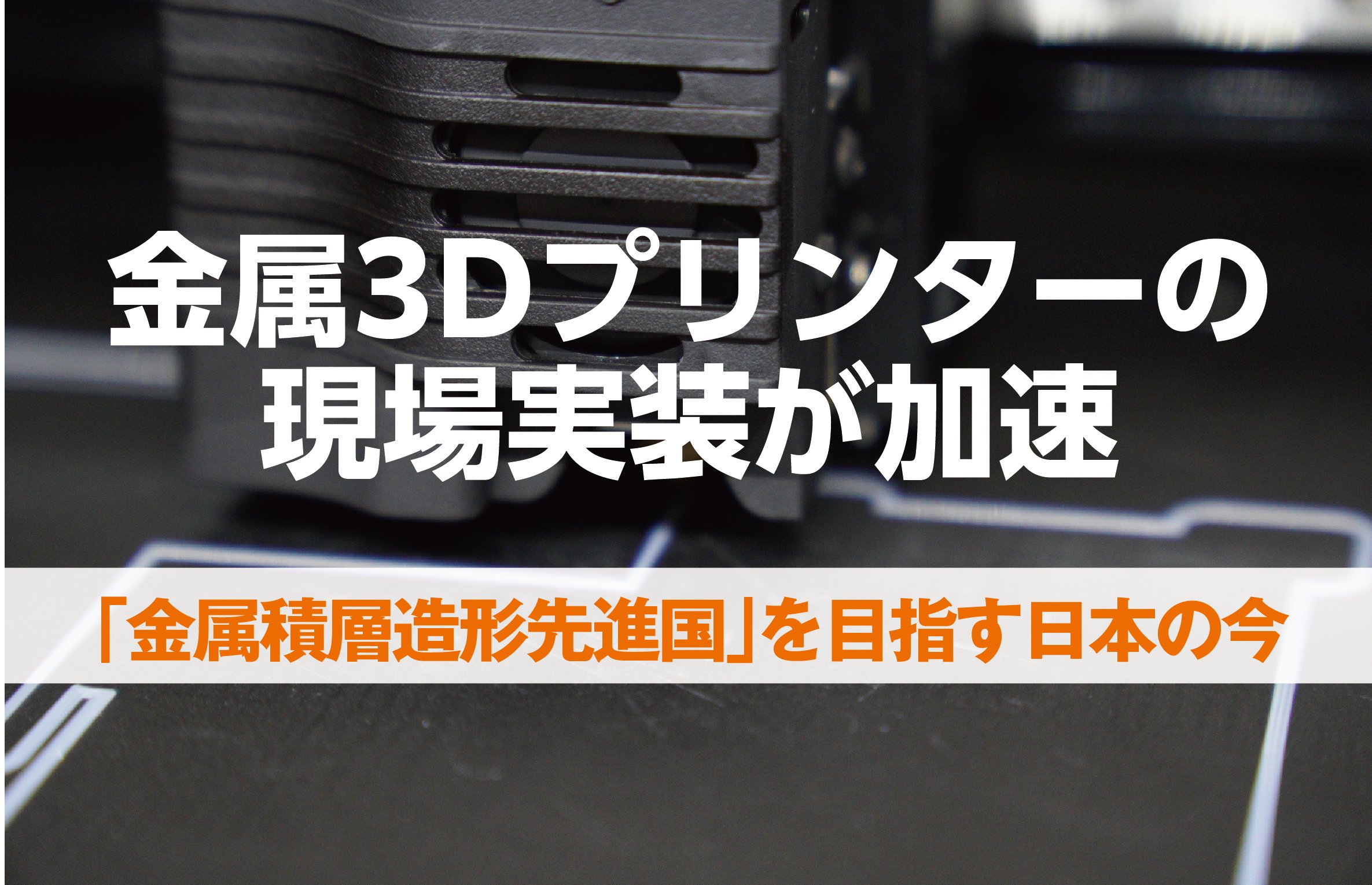
理想から実装の第2フェーズへ
2026年06月12日
オフサイト生産に再注目
2026年06月11日
HIOSユーザー訪問企画
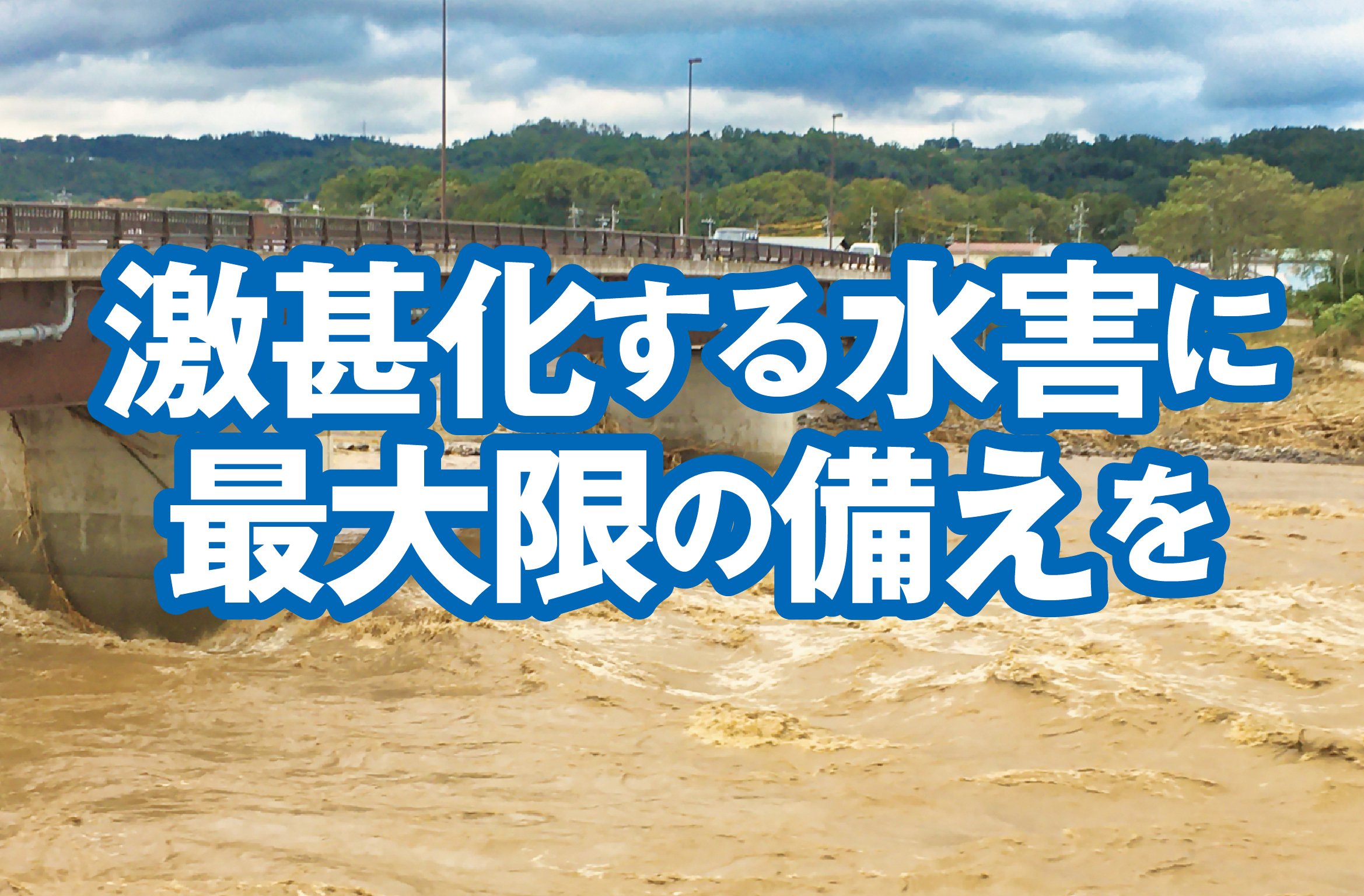
広がり見せる防災産業
2026年06月10日
2026年05月22日
危険物保管に専用倉庫ニーズ高まる?
2026年04月22日
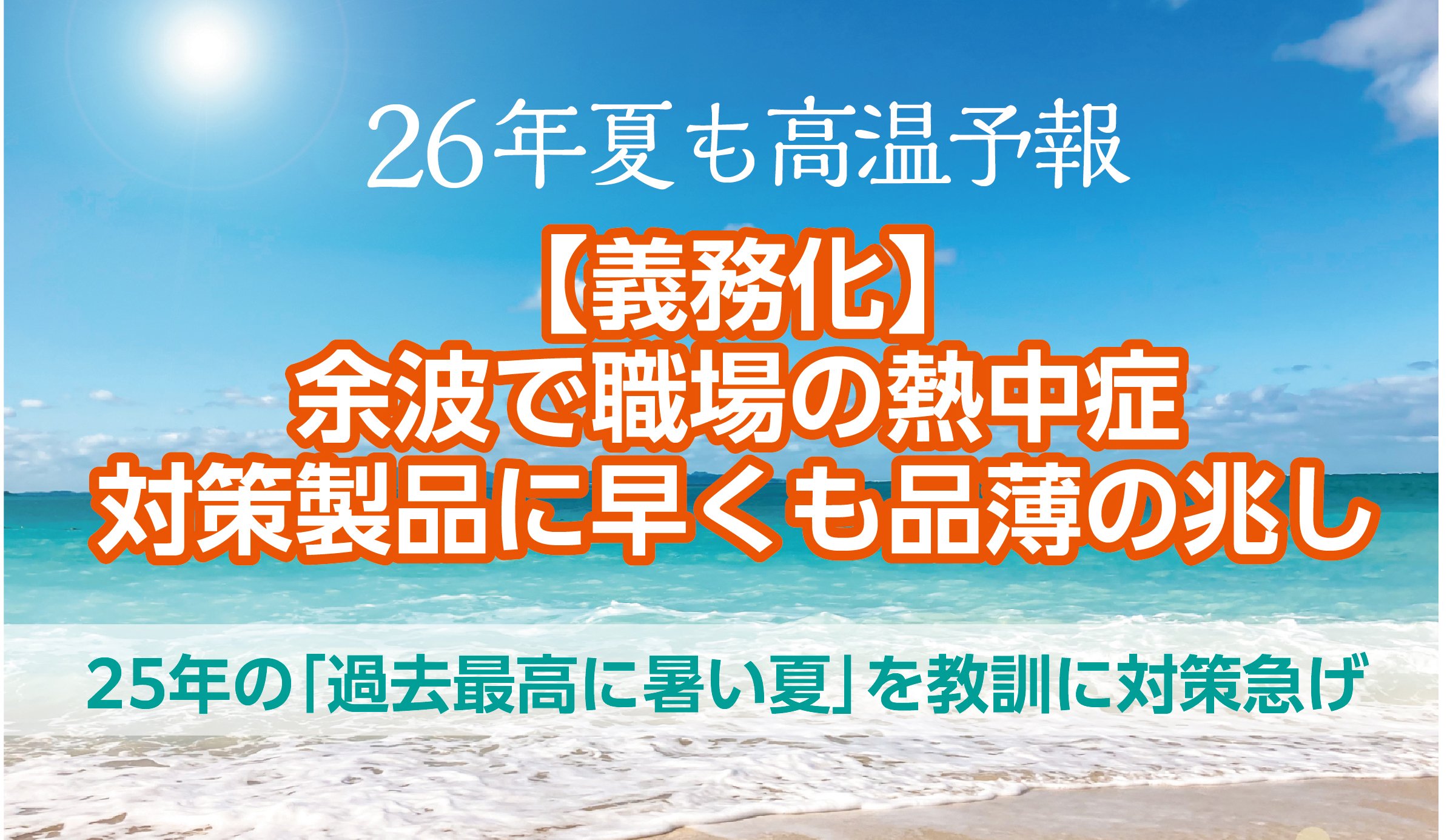
25年の「過去最高に暑い夏」を教訓に対策急げ
2026年04月09日
リサイクル・高付加価値加工・ハイス復権
2026年04月07日
【特別座談会】微細加工を支える加工技術と加工環境
2026年03月26日
【座談会】をくだ屋技研×大有×オムニヨシダ×アムンゼン
2026年03月24日
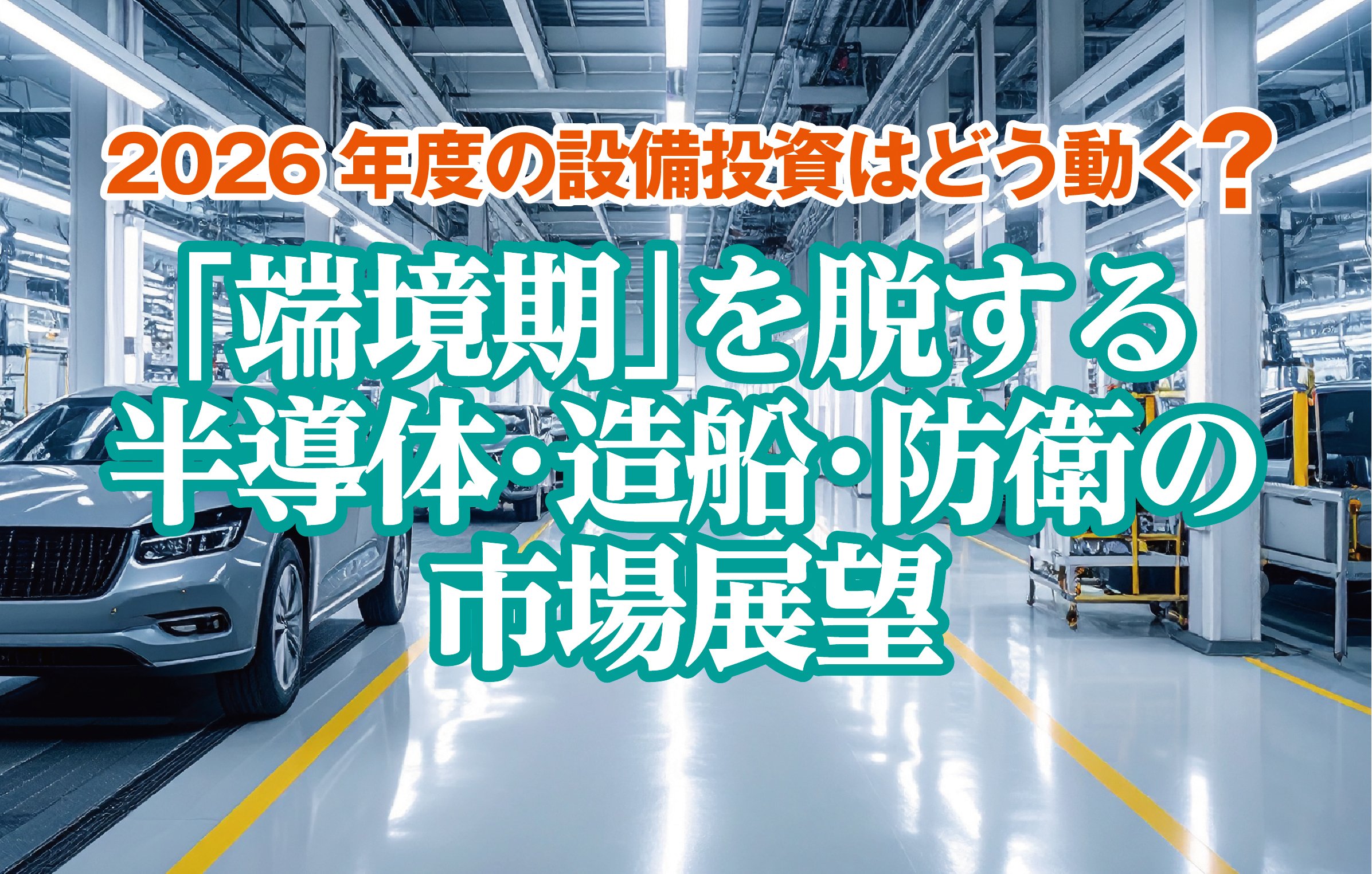
自動車投資の再始動と半導体・造船・航空機の成長
有力各社の注力分野・商品
2026年03月20日
自動車業界の設備投資は停滞したままなのか?
2026年03月11日
「日本の船は日本で造る」国策造船の針路
Make Am Great Again ~失われた「先進」を取り戻せ~
2026年03月09日
司令塔が「現場」と向き合うべき理由
2026年02月26日
「春節物流停滞」リスクの実情
2026年02月24日
使う体験が、デザインを決める
2026年02月09日
ロボット・AI人材300万人不足、事務200万人余剰の衝撃
2026年01月23日
中小も避けられぬ脱炭素、関連ツールは真価問われる
自動化の3つの方向性を記者が予測
働きやすい職場づくりが稼ぐ力に
現場の「価値」取り戻す