稼げる切削工具で付加価値を
- 投稿日時
- 2025/04/11 13:10
- 更新日時
- 2025/04/11 13:40
トランプ不況に備える
日本機械工具工業会の生産額は24年度上期実績が2320億円と、2023年を若干下回る実績。年間見通しを4950億円から4703億円に下方修正。現時点(4月8日現在)では確定していないが、おおよそ見通し通りに着地しそうだ。
日本工作機械工業会(日工会)は年頭、今年の工作機械の年間受注総額を前年比10%増の1兆6000億円と予測。切削工具も工作機械に軌を一にする伸長が期待されている。しかし、トランプ関税で先行きは全く見通せなくなった。
加工適正化、費用対効果が高い
トランプ関税による景気後退に備え、効率化、能率化をさらに進めなければならない。そこで、切削加工における適正化を図るうえで最も費用対効果が高いと言われる「切削工具」に期待が集まる。一見すると従来品と差別化が難しいが、新たなコーティングや刃先形状によって工具寿命の延伸、切削量の増加、仕上がり面の向上が大きく期待できる。景気後退も見越し、最小投資で最大の効率化を目指せる製品やソリューションを取材した。
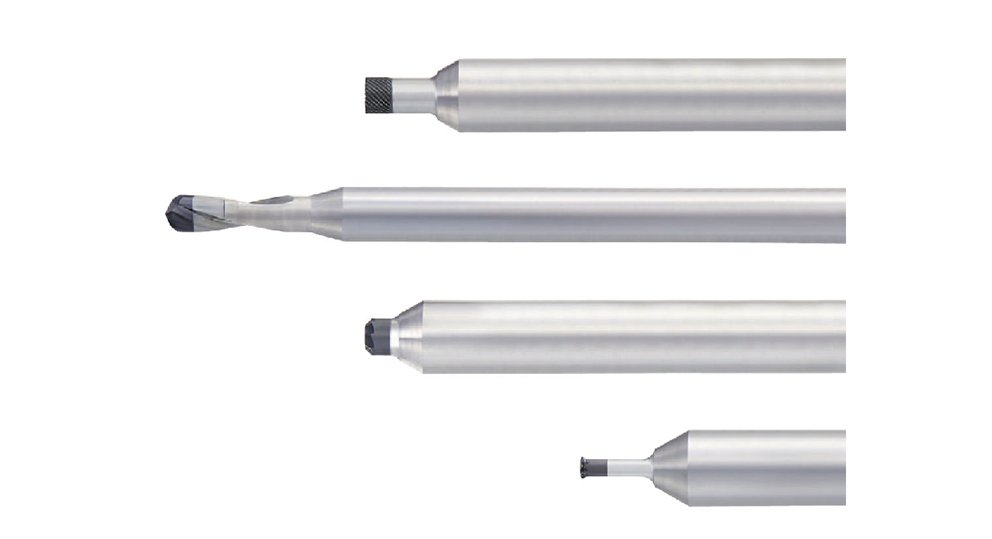
ワルタージャパン、チタン向けミーリング工具
抜群の高能率で生産性アップ

チタン合金専用工具 ポーキュパインカッター「Walter BLAXX M3255」
航空機の機体の構造物やエンジン部品などに多く使われるチタン。しかし熱伝導率が低く、切削時に発生する熱が工具刃先に集中し工具寿命を著しく縮めてしまう。さらにたわみやすいため切削抵抗が不安定で、刃先が欠けたり大きく摩耗しやすくビビりやすいなど、チタンの切削には専用工具が求められる。
ワルタージャパンが推すのはチタン合金加工向けのポーキュパインカッター「Walter BLAXX M3255」。「ポーキュパインとは動物のヤマアラシのこと。全身に針のような毛をまとった姿から連想して名付けられたポーキュパインカッターは、重切削に向く当社の高能率ミーリング工具の代名詞」と安藤達治マーケティングスペシャリストは説明する。
完全切刃のM3255はチップがかみ合うようなタイトなチップ配置により高い剛性を実現。「WaveCut」という波状に施した独自のチップブレーカーは切削抵抗を軽減しビビりを減らす。チタンや突き出しの長い加工に最適だという。また4コーナー使いのチップ外周刃や2コーナー使いの先端刃など経済性も優れる
「チタン加工専用となる高出力主軸の工作機械のパフォーマンスを余すところなく出すために開発した工具」とし、「とある航空機関連メーカーの性能テストでは、1分間に約300立方㌢メートルもの切りくずを排出し、お客様の要求を大きく上回る抜群の高能率を発揮した」。
このほか、同じポーキュパインカッターでは「Xtra·tec XT M5250」を昨年春に上市。工作機械の鋳物や建機のエンジン周り部品に向くとともに、チタン加工に特化したチップを搭載することでチタンや耐熱合金加工にも対応できる汎用性の高いミーリング工具だ。「各刃に直接クーラントが当たるように設計しており、刃先の冷却がしっかりできる」点も特長。
M5250を用いたチタン合金加工の切削試験では「工具寿命は1・5倍、生産性が20%アップする優位性が表れた」とし、同社の推奨条件に変更すれば加工時間を17%も短縮。さらに「刃数の多いインサート工具はチップ交換に時間がかかるが、それは非生産な時間。工具寿命が伸びた分だけ効率化にも寄与する」とアピールする。

安藤達治マーケティングスペシャリスト
オーエスジー、硬脆材を高能率・高精度に加工
切削で導くコスト低減
硬脆材加工用工具「6C×OSG」。「売上は成長しており今後も期待できる」(大沢伸朗社長)という。
半導体産業や光学分野の市場拡大に伴い、セラミックスや石英ガラス、単結晶シリコン、超硬合金などの硬脆材料の加工ニーズが増えるとされる。従来はワイヤーカットや形彫り放電加工、電着工具や軸付き砥石を用いた研削加工が一般的だが、加工時間が長く生産性が上がらないなどの課題がある。オーエスジーが力を入れるのは硬脆材向け工具「6C×OSG」による切削加工を用いた新提案だ。「事例によっては加工時間を50%削減する高能率と、高品位な仕上げ面を両立できる点がウリ。また加工時間が半減すれば、全体の加工コストも大幅に低減できる」(同社)。
ラインナップにはPCDラジアスエンドミル、PCDドリル、PCD面取り工具、PCDスレッドミルを揃える。多刃仕様と切削抵抗を低減する強ねじれ溝で、高能率加工をかなえるPCDラジアスエンドミル「PCD-MRM」は、「超硬合金を約4分30秒で380立方㍉メートルを除去する。また石英ガラスのポケット加工には透明感のある高品位な加工が可能。高能率と良好な加工面品位を両立できる」(同社)という。PCDドリル「PCD-MXD」はシンニングや、ドリル肩部の欠損、ワーク抜け際のコバ欠けを抑制するダブルアングルなどを施し最適化した刃先仕様と工具剛性で、炭化ケイ素(SiC)といった硬度の高いセラミックスでも長寿命で穴加工を行える。「従来品のダイヤコートドリルと比較し4倍以上の耐久性を持つ」(同社)。
ターゲット層は半導体や光学、医療、金型などとしており「23年の発売以来、高いリピート率で売上は成長しており、顧客のうち4割が半導体や光学などの新規顧客。荒加工から仕上げ加工まで1本で対応し、工程集約が可能な点もメリット」(大沢伸朗社長)と期待を語る。
京セラ、連続加工を長寿命かつ安定的に
過酷な突切り加工の課題解決
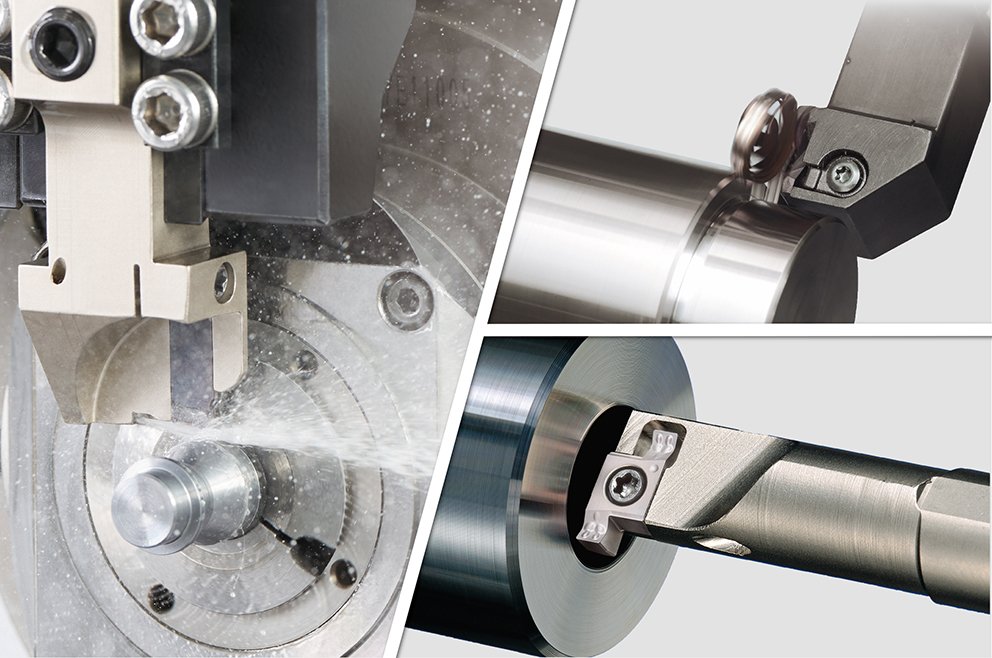
PVDコーティング材種「PR20シリーズ」の使用シーン
連続加工が主となるため、インサートの摩耗進行が早く「過酷」とも評される溝入れ・突切り加工。この負荷の高い加工では摩耗に伴う仕上げ面の悪化やバリの発生がかねてから課題だったが、京セラは溝入れ・突切り加工の特性に合わせた専用のPVDコーティング材種「PR20シリーズ」を投入した。過酷な条件でも工具寿命を延ばし安定した加工を導く。
PR20シリーズには、独自の成膜プロセスで生まれた専用の新コーティング「MEGACOAT NANO EX」を採用した。高温硬度や耐摩耗性に優れるアルミの特性を引き出したことで、鋼加工では他社製品と比べ耐摩耗性が約2倍に向上したという。切削熱による酸化や摩耗に強く、この材種を適用した工具は鋼やステンレス鋼、鋳鉄などを安定して加工することができる。
この材種に対応する自動盤用の突切り工具が「KGZ」だ。自動盤の突切り加工は刃幅数㍉のインサートで被削物中心まで加工するためビビリやホルダの破損が課題だった。狭い機内のインサート交換にも熟練技術が必要だったが、KGZは3つの独自機構を備えたホルダとインサートでびびりを抑制。インサートの着脱性を向上させるV溝構造の刷新で、自動盤の狭い機内で正確かつ短時間での装着・交換を可能にしている。
浅溝入れ加工用工具「GBA」もPR20シリーズに対応。GBAは溝深さ5㍉までの加工に対応し、切りくず処理に優れたブレーカや高圧クーラント対応ホルダのラインナップで幅広い溝入れ加工を安定的に行える。
サンドビック、2000種類の新・超硬ソリッドドリル
マルチな被削材に穴あけ
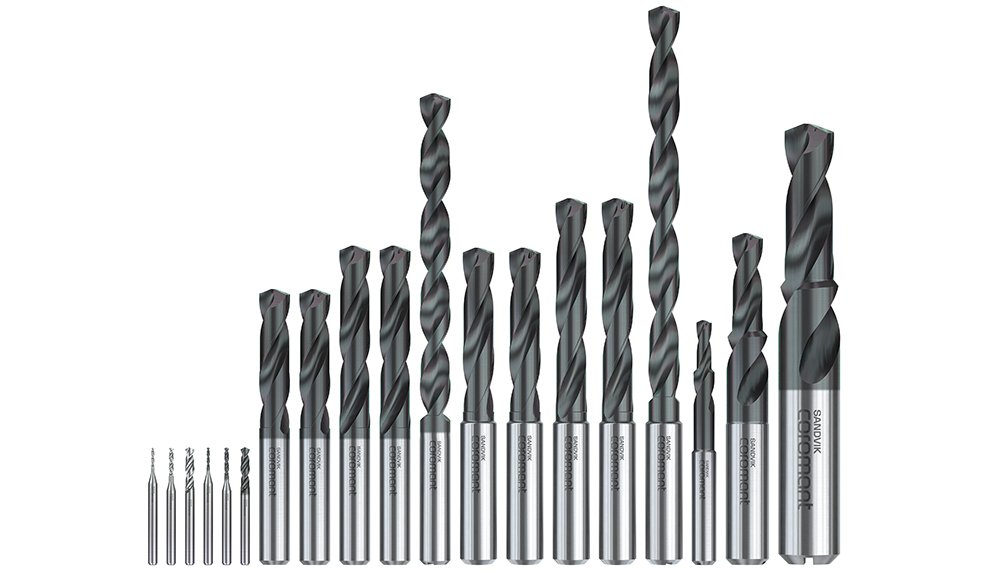
サンドビック・コロマントが3月に投入した、2000種類にもおよぶ超硬ソリッドドリルシリーズ「CoroDrill Dura462」。最小径0.03㍉のマイクロドリルから最大径20㍉の大型ドリルまでを取り揃えるが、共通した特長は汎用性の高さだ。独自のコーティング技術と形状により1つの工具で幅広い被削材に対応し、工具の在庫を圧縮・合理化できる。従来の汎用ドリルより工具寿命も向上するため、コストに対するパフォーマンスが高い「稼げる工具」と言える。
ドリル形状は直線切れ刃と適するシンニングの組み合わせで求芯性を高め、傾斜面の食いつきやパイプ外径側からの貫通穴にも対応する。様々な被削材の切りくず排出性を高める大きなフルート形状により、鉄・ステンレス鋼・アルミを同じドリルで加工。難削材やHRc60クラスの高硬度材にも適用できるオールラウンダーだ。
径3ミリ〜20ミリまでは材種に「X2BM」を採用。この材種には独自のコーティング技術による多層PVDコートが施されており、耐摩耗性が高い。コーティング後にポストトリートメントを行うことでコーティングと母材の密着性が上がり、結果として刃先の耐チッピング性も高まる。交差穴加工を行うユーザーでは導入前と比べ生産性が110%向上し、工具寿命が36%延びる結果が出ている。
0.03ミリ〜3ミリまでのドリルは加工深さ6Dcに、3ミリ〜20ミリまでは同3Dc・5Dc・8Dcに対応する。材種は超硬ノンコートの「Z0BU」と、ドリル径0・2㍉からは超硬コーティングの「X0BM」の組み合わせを選択可能だ。面取り付きドリルも標準で揃え、ねじの下穴加工にも使える。
住友電気工業、焼入鋼加工用コーテッドCBNに新材種
断続加工で安定長寿命を実現
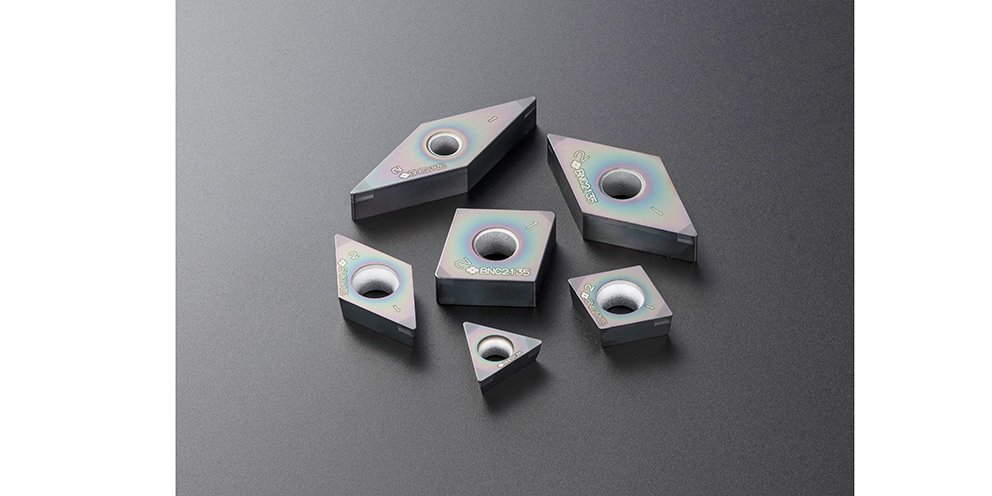
焼入鋼加工用コーテッドCBN材種「コーテッドスミボロンBNC2135」
住友電気工業は今年1月より、焼入鋼加工用コーテッドCBN材種「コーテッドスミボロンBNC2135」の販売を開始した。同製品は焼入鋼などの高硬度鋼を断続加工する際に、安定した工具寿命を実現することで、生産効率を向上させる。新たなPVD成膜技術を用いて実現した微細な組織と平滑な表面を持つ新膜と、新たな混合・焼結プロセスにより実現した緻密かつ均一な組織を持つ高強度CBN焼結体を組み合わせることで、耐欠損性が大幅に向上している。
同社のCBN工具「スミボロン」は、自動車部品に用いられる高硬度鋼や難削鋳鉄を高精度かつ高能率に加工でき、適用領域を拡大している。特に、高硬度鋼の断続加工においては、研削加工を切削加工に切替えることで、加工効率を向上させ、加工費の低減に大きく貢献してきた焼入鋼加工用コーテッドスミボロンシリーズ。更なる工具の長寿命化を図るべく同製品は開発が始まった。
断続部が多い加工では、高硬度な加工物へ刃先が何度も衝突することによりCBN焼結体とコーティングそれぞれに亀裂が発生、欠損に至ることがあった。CBN焼結体は微細TiN結合材とCBN粒子の分散性向上を図ることで高強度化と亀裂発生の起点を減らすことに成功。コーティングには耐摩耗性と耐欠損性のバランスに優れたTiAlNとAlCrNを組み合わせ、新成膜手法の適用により平滑かつ緻密な結晶組織となった。こうして亀裂発生に伴う欠損に対し有効な材種が完成した。
日進工具、長寿命のSUS420用小径工具
最低でも従来比2倍超長もちに

【写真左】超硬ロングネックボールエンドミル「XRBH230」、【写真右】JIMTOF2024で披露したSUS420J2製のサンプルワーク。従来工具で折損により加工がストップした物(左)とXRBH230で加工したもの
日進工具の超硬ロングネックボールエンドミル「XRBH230」は、同社・代表取締役社長の後藤弘治氏が「(JIMTOF2024に)自信をもって出品した」製品。プラスチック金型などに使われる耐食性、耐摩耗性に優れた焼き入れ鋼SUS420J2(52HRC相当)相当品の直彫り切削に特化し、「工具寿命は最低でも従来比2倍。5倍もつ場合もある」(後藤社長)という。
新開発のコーティング「MPXコーティング」に合わせて工具デザインを見直し、工具寿命を飛躍的に向上させた。これにより、工具費の削減だけでなく、段取り時間や磨き工程などトータルコストの削減に寄与すると見る。また、シャンク径精度(マイナス0.001~0.003)も高く、安定した品質・性能の工具を使用できるため、自動化ニーズにも貢献する。
同社が行った30㌢角ほどのワークをボール半径1㍉の工具で五角形に掘り進めるテスト加工では、従来品は8時間29分で折損したのに対し、新製品は9時間12分の加工後でも最大摩耗幅を0.107ミリに抑えた。「従来品だと刃物が減って熱が出てワークが茶色っぽく見えるが、新製品で加工したものにはそれが見られない。省人化には工具寿命が大事。10時間もつとわかっていれば夜にセットして帰宅できる」と利点を話す。
サイズは工具半径0.05~1ミリの全83サイズ。価格は4200円から1万5000円。
ムラキ、内部給油対応の小径エンドミル
ベンチュリ効果で流速2倍に
ムラキのDIXI COOLのイメージ
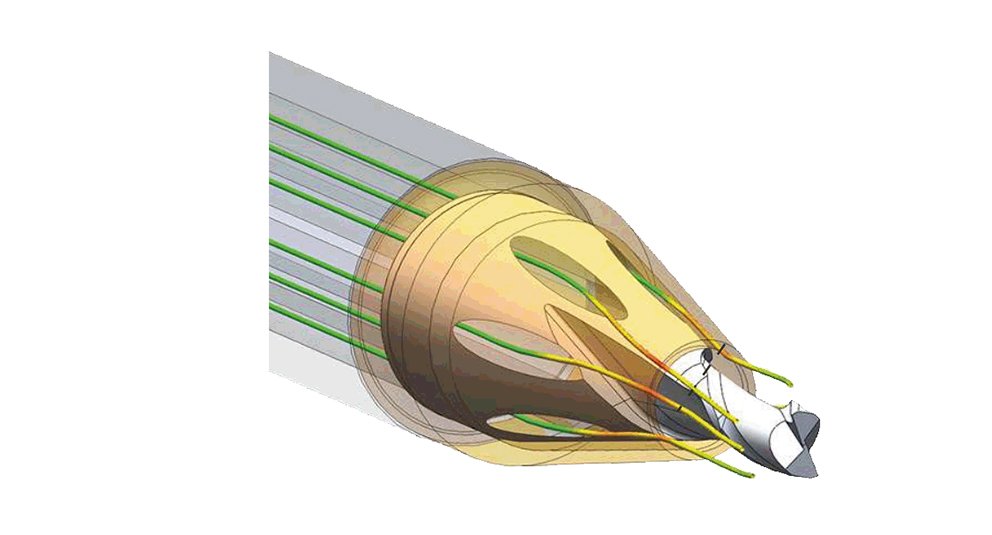
「唯一無二のクーラントコンセプト」を持つのが、ムラキが取り扱う瑞・DIXI(ディキシ)社のセンタースルークーラント対応エンドミル「DIXI 7442/7443 COOL+」。クーラントホール付きのエンドミルと工具首部に被せる専用リングからなり、クーラントホールとリング出口の断面積差に発生するベンチュリ効果を利用し、流速を飛躍的に高める。クーラント圧2MPaの場合、リング無しでは流速が毎秒8mであるのに対し、有りでは同18mと2倍以上を記録した。
正確にコントロールされたクーラントが刃先を的確に捉えるため、切削抵抗が20~50%低減するとともに、刃先温度を大幅に低減する。同社が行った外部給油との比較実験では、外部給油は回転数を上げると熱によって切りくずがワークに固着してしまったのに対し、本製品は2倍の送り速度でも切りくずが固着しなかった。ステンレスやチタン合金、耐熱合金など難削材の加工効率と寿命を向上する。
ラインナップは工具径0.3~5.0ミリと小径から用意があり、ステンレスやチタン合金、耐熱合金など難削材に対する加工時間を半減する。「高速主軸、センタースルークーラントを搭載したマシニングセンタの生産性向上に大きく貢献する」と自信をのぞかせる。
■関連記事LINK
【インタビュー】ナカニシ 機工事業部 機工設計部 坪子 裕一 氏/事業企画部 関 ジョン 英雄 氏
(日本物流新聞2025年4月10日号掲載)



関連特集