

連載
ナカヤマ精密、フェムト秒レーザー加工機で切削・放電を置き換える
- 投稿日時
- 2025/06/25 10:57
- 更新日時
- 2025/06/25 11:03
金型・部品の試作、テクスチャリングに活用中
[プレス金型・成形金型、精密部品製造]
大阪市淀川区
半導体の受託生産で世界最大手のTSMC(台湾積体電路製造)の熊本工場と目と鼻の先に工場をもつナカヤマ精密(1969年設立、社員233人)。半導体分野に強いプレス金型・成形金型メーカーであるが、ここ数年は苦戦してきた。30億円ほどの売上高は微増傾向で、中山愼一社長は「ソニーさんとは取引があるが、噂されるほど半導体業界は上向いていない。でも今年は秋口から持ち直す」と期待する。
熊本工場に導入したGF Machining Solutionsのフェムト秒レーザー加工機「LASER P 400 U」
その熊本工場に3年前に導入したのはスイスGFマシニングソリューションズのフェムト秒レーザー加工機「LASER P 400 U」だ。フェムト秒(1000兆分の1秒)単位で発振する超短パルスの加工機は周囲に熱が伝わる前に加工を終える。
「将来、マシニングセンタ(MC)や形彫放電、ワイヤ放電がレーザーで置き換えられる可能性がある。そんなフェムト秒の加工技術をいち早く採り入れようと思ってね」
中山社長はそう話す。現在はもっぱら金型や部品のテクスチャリング加工(素材表面に微細なパターンを作成)に使っている。一方で大手自動車メーカーの研究開発部隊が同社を訪ねて自動車の機能部品の試作に利用しているという。「彼らは3日間とか1週間、当社にやって来て、つくっては持ち帰って自社で試しているよう。うまくいけば量産につながるのかもしれない」
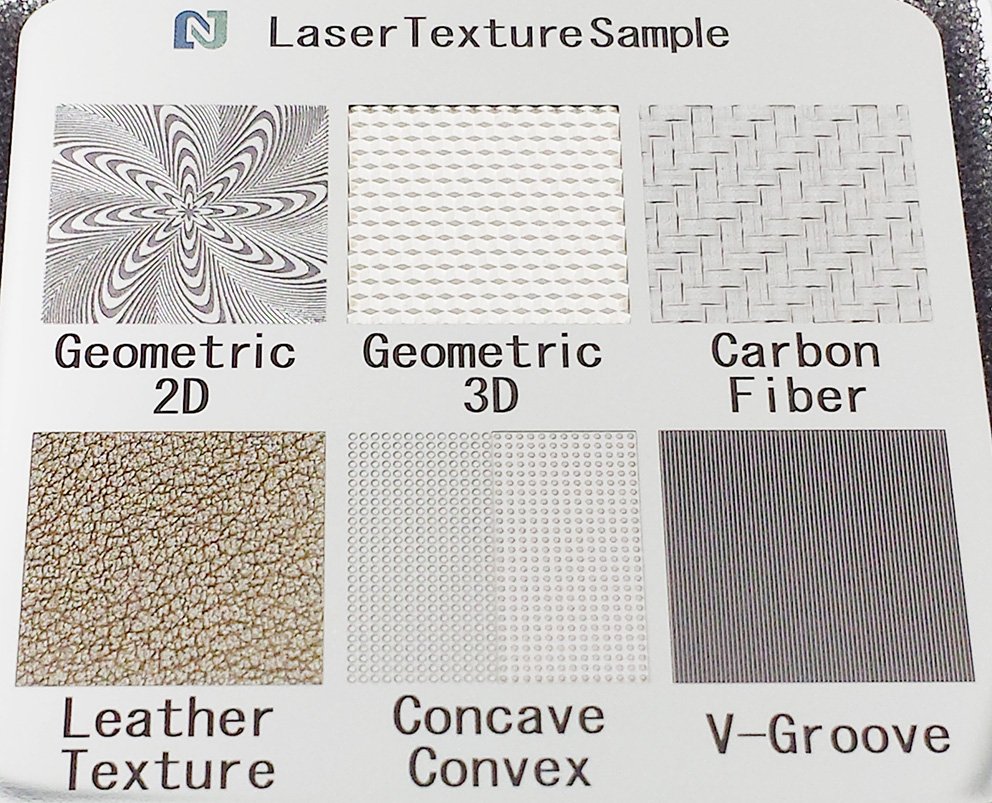
テクスチャリング加工したSUSサンプル
欧州ではダッシュボードのシボ加工がMCからレーザーに置き換えられている。フェムト秒の用途はほかに酸化被膜をつけて色をつけたり、これまでコーティングに頼ってきた疎水・親水加工を施したり、光を反射しない黒を実現したりもできる。
どうしてスイス製マシンを選んだのか。
「レーザーに関して欧州の企業は10~15年は進んでいる。導入したマシンは5軸ヘッドを持ち、1辺およそ10㌢の立方体の範囲で3次元形状の加工ができる。発振器を2台つけ、微細な加工にはフェムト秒発振を、彫り込みなどパワーを要する加工にはナノ秒発振をと使い分けられる」
■レーザーと3Dプリンターの時代へ
ナカヤマ精密は線引きダイス加工を手がける超硬合金専用の加工メーカーとして設立。1984年に熊本工場を竣工してから、第2棟増設(89年)、第3棟増設(95年)、本社工場を熊本工場へ統合(01年)と半導体産業の拡大とともに熊本での生産体制を増強してきた。売上高ベースで半導体・電子部品関係の仕事が6割、自動車関係が3割を占める。同社が製造するプレス金型はパソコン・スマホ・車載用コネクター向け、成形金型は精密樹脂部品向け。ノズルやコレットといった部品もつくる。
レーザー加工の仕事を増やしたいのには理由がある。切削は刃物の径に左右されるし、放電は電極をつくらねばならないからだ。ただし置き換えるには課題がある。
「20ミクロンほどのレーザーのスポット径を小さくし、5ミクロンほどの加工精度を1ミクロンにしなければならない。パワーが足りないのでバリバリ削るような加工にも向かない。追加工できるようにもしたい」
切削なら荒加工で残った凸部だけを追加工で均一な面に仕上げることができるが、連続的なレーザー加工ではそうはいかない。だが夢はふくらむ。
「形彫レーザー加工機のようなコンセプトのマシンが登場すれば、もっと置き換えが進むのでは。レーザーと3Dプリンターで加工のすべてを賄える時代がくるかもしれない」

大阪市の本社と熊本工場を頻繁に行き来する中山愼一社長。4人乗り軽飛行機とヘリコプターを週に一度操縦する。「パイロットになりたかったんです。アクロバット(宙返り)もしますよ」
(日本物流新聞2025年6月25日号掲載)


