

チッピング防止で筋残りも低減
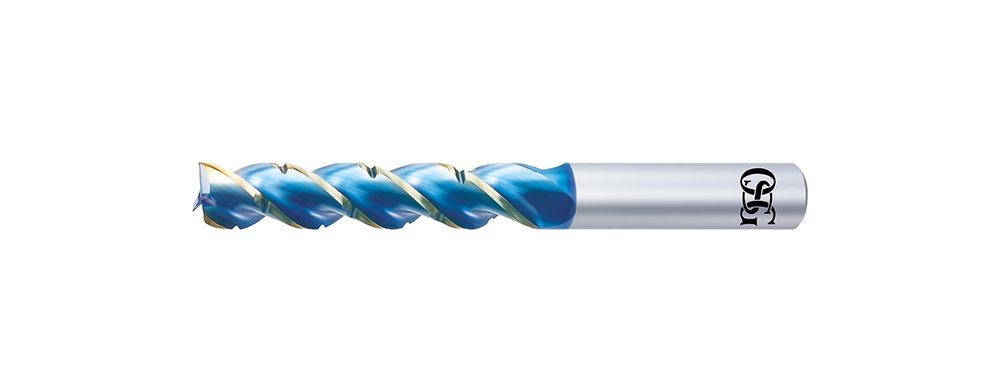
オーエスジーは昨年12月、非鉄用DLC超硬エンドミル「AE-TL-N(ロング形)」にチップブレーカタイプを追加した。被削性が高く高能率加工が可能な非鉄金属は、加工中に大量の切りくずが発生し堆積することで、加工の安定性や効率に支障をきたすことがある。「今回追加したチップブレーカタイプは切りくずを細かく分断。エアーや切削油剤での切りくず除去を容易にし、機械の連続稼働を可能にする」(同社)
さらにチップブレーカの角にRをつけ、チッピングを防止し加工面の筋残りを低減。コーティングは耐溶着性や潤滑性が求められるアルミニウム合金などの非鉄金属に向くDLCコーティング「DLC-SUPER HARD」を採用した。
サイズラインナップはスクエアタイプが、3D刃長で径6×18︱N~径20×60-N(6アイテム)、5D刃長で径6×30-N~径20×100-Nの6アイテム。ラジアスタイプでは3D刃長で径6×18×R0・3-N~径20×60×R0・5-Nの19アイテム、5D刃長で径6×30×R0・3-N~径20×100×R0・5-Nの19アイテム。
同時に、2枚刃CBNボールエンドミル「CBN―FB22」もラインナップに追加。耐摩耗性・耐熱性に優れたCBN焼結体を工具材質とし、金型材料の高硬度化が進む中、高硬度鋼の高速加工でも刃先の摩耗進行を抑制する。工具交換無しで高速・高精度な仕上げ加工が行える。刃先にマイクロレリーフを採用しボールR部の形状変化を最小限に抑え、高品位な加工面精度をかなえる。「切れ味と剛性を備えるロースパイラル形状により、高い加工精度を長時間維持するためリードタイムの短縮も可能」(同社)。
サイズはR0.1~1.5の59アイテム。
(日本物流新聞2026年1月25日号掲載)




関連動画




