微細・超精密加工の未来を拓く――主要8社が語る「ミクロンオーダーの障壁」とその先
- 投稿日時
- 2026/03/26 09:00
- 更新日時
- 2026/03/26 09:00

【特別座談会】微細加工を支える加工技術と加工環境
岐路に立つ日本のモノづくりにおいて、付加価値の高い「微細加工」こそが、未来を切り開く一手ではないか——そんな問題意識のもと、本紙は微細加工に関わるキープレイヤー8社10人を一堂に集めた座談会を開催。3時間に及んだディスカッションは、業界の現状と課題、そして今後の可能性を浮き彫りにした。良い道具、良い環境だけでは成立しない微細加工とはいかなる技術で、どこが難しいのか。そして日本がこの分野で世界に勝ち続けるために何が必要なのかをそれぞれの視点で語ってもらった。

Chapter.1
超精密加工に挑むメーカー
司会 はじめに自社紹介と昨今の市況を教えてください。
矢野(=雄介社長、碌々スマートテクノロジー) 当社は1903年創業、現在は微細加工専用のマシニングセンタに注力している工作機械メーカーです。3年前の創業120周年という節目に社名変更し、自社のコンセプトを「微細加工機のリーディングカンパニー」から「微細加工のソリューションカンパニー」へと進化させました。
これは、微細加工という極めて難易度の高い領域においては、機械単体を提供するだけでは不十分であり、工具、ホルダ、周辺機器、そして加工環境までを含めたトータルな解決策を提示しなければ、お客様の課題を真に解決できないという確信に基づいています。
昨今の受注は好調に推移しており、実質的な出荷台数ベースで見ても非常に忙しい状態が続いています。特に牽引役となっているのは半導体やAI、データセンター関連の需要です。これまでは海外案件が先行していましたが、年明けからは国内でもメモリ不足の改善などに伴い動きが活発化しており、日本のユーザー企業側にも久しぶりの活気を感じています。
後藤(=弘治社長、日進工具) 当社は30年前に「小径エンドミルへの特化」という決断を下し、以来6㍉以下のサイズにリソースを集中させてきました。20年前、まだ世界に先駆けて直径0.01ミリのエンドミルをカタログ標準品として発売した際、業界からは「そんな細いものは売れない、使い道がない」と冷ややかな目で見られたものです。しかし時代は確実に変化し、今や0.03ミリが現場で普通に使われるようになりました。
私たちの哲学は「『つくる』の先をつくる」という言葉に集約されます。お客様が「これを使いたい」と思った瞬間に、市場に在庫として存在している状態を作ること、それがメーカーとしての責任だと考えています。注文を受けてから作るのではなく、標準品として常に並べておくことで、誰もが微細加工に挑戦できる環境を整えてきました。
市況については、自動車業界が変革期にある中でもコネクターやバッテリー関連の需要を確実に捉えていますし、半導体の急激な立ち上がりも実感しています。また、新たな動きとして防衛関連も規模はまだ小さいながら着実に動き始めています。
吉田(=圭志部長、MSTコーポレーション) 当社は今年で創業89年を迎えるツールホルダの専業メーカーです。微細加工という観点で究極の理想を言えば、実はツールホルダという存在はない方が望ましいのです。機械の主軸に切削工具をダイレクトにチャッキングできれば、それこそが最高精度を生みます。しかし現実的にはツールホルダ無しで多種多様な切削工具を、それぞれ精度良く強固にチャッキングできる加工機が一般的ではない以上、私たちは切削工具と機械それぞれのスペックを一切邪魔しない、あたかもそこには何も存在しないかのように「存在するホルダ」でありたいと願っています。
それを形にしたのが、代表的な製品である焼きばめホルダ「スリムライン」シリーズです。その中でも超精密加工用に振れ精度を究極に高めた「スリムラインBLACK UNO」はコレットチャックでは不可能な圧倒的な振れ精度を実現します。
現在、海外への販売が増え、海外製との競合も頻繁に起こりますが、当社の焼きばめホルダの品質や特性の優位性は決して負けてはいないという自負を持って、お客様へ提案をしています。
朝尾(=信之社長、ブルーム-ノボテスト) 当社はドイツで1968年に創業した機上測定器メーカーの日本法人です。私たちは「機上測定」という言葉に並々ならぬプライドを持っています。従来、加工機の中で測ったものを最終的な品質保証に使うのは難しいとされてきましたが、私たちはその常識を打破し、加工プロセス全体の生産性を引き上げるソリューションの提供を使命としています。
創業者は電気エンジニアで、NCの黎明期に工作機械メーカーと深く関わるなかで、機上測定の重要性にいち早く気づきました。現在、国内では機械メーカーへの標準搭載が約6割、新台/既設機への後付け(レトロフィット)が4割という比率で機上測定ソリューションを展開しています。
現在の市況ですが、グローバルな視点で見ると自動車産業は投資が冷え込んでいますが、軍需と半導体分野は非常に活況です。日本国内でも半導体関連の引き合いは非常に強く、搭載台数ベースのシェアは着実に上がっています。
古賀(=章祐部長、ミツトヨ) 当社は一昨年に創業90周年を迎え、昨年は売上高も過去最高を更新するなど、測定という分野の重要性がかつてないほど高まっていると感じています。現在、売上全体の約8割が海外となっていますが、私たちが掲げているのは「精密測定室から製造現場への進出」です。
ある統計によれば、現状では不良品発見のピークは最終検査工程となり約8割が最終検査で初めて発見されています。しかし、不良品が最後の工程まで流れてしまうと、それまでにかかった全てのコストと時間は無駄になります。製造工程の早い段階、つまり製造現場の工程間で定量的な測定を行い、不良を前倒しで検知して次工程に流さなければ、損失を最小限に抑えられます。このように測定機が生産現場で価値を生み出す『生産財』となっていくことを私たちは目指しています。
渡邉(=知明部長、ミツトヨ) 製造現場での測定ニーズは世界中で爆発的に増えています。特に注目すべきはインド市場で、案件の規模が日本の感覚とは桁違いです。1つのプロジェクトで数十台、時には数百台という単位での発注が舞い込みます。中国からのサプライチェーンシフトの影響でベトナムやタイへの投資も続いていますが、今後はインドが最も有望な市場になると見ています。
また、ドイツを中心としたヨーロッパ市場でも、ドイツで内需の伸び悩みはあるものの、軍需 航空機産業や半導体関連の設備投資が非常に活発で、ヨーロッパ全体としては過去最高の売上を記録しています。
小坂(=茂信部長、オリオン機械) 当社は長野県で創業し、80周年を迎える産業機器メーカーです。もともとは酪農機器から始まった会社ですが、培ってきた真空、冷凍、調温などの技術をベースに、現在は売上の8割を産業機器が占めています。
微細加工の現場舞台において、精密空調はあくまで脇役かもしれません。しかし、機械の熱変位を抑え、安定した加工精度を実現するための土台として、私たちは「精度と省エネの両立」という非常に大きなテーマに取り組んでいます。昨今では半導体、データセンター、EV電池関連など、温度管理が極めてシビアな領域が私たちの主戦場となっています。
樋口(=陽一グループ長、オリオン機械) 普通の空調と私たちが提供する精密空調の決定的な違いについて補足させて頂きます。一般的な空調は冷房と暖房を切り替えて運転するため、吹き出し温度で2〜3度程度のバラツキが生じます。対して、当社の精密空調は±0・1度から0・2度いう精度を実現しています。
従来の精密空調は、一度過冷却した空気を電気ヒーターで再加熱して目標温度にするという、エネルギー効率の悪い方式が一般的で、電気代の約8割がその再加熱に費やされていました。そこで私たちは「ヒートポンプバランス制御」という独自の技術を開発しました。これはエアコンの排熱を再利用して加熱を行う仕組みで、高精度を維持したまま電気代を約8割削減することに成功しました。今後はさらなる高精度化と省エネの両立を突き詰めていきます。
小林(=力工場長、協栄プリント技研) 当社はプリント基板業界で約60年の歴史があり、創業者が基板製造からスタートした後、「基板を作る金型メーカーになろう」と舵を切り、現在はプレス金型の製造を主軸に据えています。もう一つの柱が、約20年前に立ち上げた微細加工事業部です。当時は協力会社で刃先形状の自由度に限界があったため、碌々スマートテクノロジーさんのマシンを導入し、工業用刃物の内製から本格始動しました。
現在は、医薬品・医療向けのマイクロ流体デバイスや腕時計の針、フィルム打ち抜きに使用される超高精度の彫刻刀など、極めて高い意匠性と精度が求められる加工を手掛けています。特に、先端が1ミクロン以下の鋭利な刃物や、厚みが0.15ミリほどの腕時計の針の加工では、寸法精度はもちろんのこと、拡大してもキズ一つ見えない鏡面性が求められます。
良い機械や工具を揃えるのはもちろんですが、CAMの使い方や材料の組織、さらにはクランプの工夫や工程設計が肝であり、今も日々試行錯誤を繰り返しながらブラッシュアップを続けています。
現在の市況ですが、拠点は国内に加え、中国・ベトナム・フィリピンに展開していますが、とりわけベトナムはチャイナリスクを背景に中国から移転してくる仕事が急増しており、今年は工場を倍に拡張して設備を増やすほどの活況です。一方で、国内のプリント基板業界は決して元気があるとは言えませんが、医療向け、食品容器向け金型や、特許技術を活用した付加価値が高く、難しい加工ニーズに応えることで差別化を図っています。
伊藤(=雅彦社長、Jpキュービック) 当社は比較的若い会社で、今年で創業21年になります。製造部門を立ち上げてからは約15年ですが、実はスタート時は加工経験者が一人もいない、いわば素人集団からの出発でした。そこから樹脂の切削加工を中心に事業を進め、現在では精密加工、さらに超高精度の微細加工といった分野に強みを持つプラスチック切削メーカーとして位置づけられるようになってきました。
私たちが大事にしているのは、同業他社ができない仕事に挑戦することです。誰でもできる加工になってしまうと、どうしても価格競争になってしまいます。特に樹脂の場合、数量が増えれば最終的には金型による成形に移行するケースが多いため、切削加工は試作や小ロット量産が中心になります。
そこで当社では、「小ロット、超多品種、高付加価値」という領域に軸足を置き、価格でなく価値で選ばれる領域の仕事を増やすことを目指してきました。そのため、納期や価格ではお客様に譲っていただくこともあります。お客様から見れば少し「わがままなメーカー」に見えることもあるかもしれません。その代わり、これまでどこもできなかった加工を実現することが当社の強みだと思っています。それが当社のスタンスです。
人材面も経験者を集めるのではなく、樹脂加工の経験がない人材を採用し、会社の文化として「できないことをできるようにする」という姿勢を共有してきました。徹底的に実験を重ね、原因を一つずつ検証し、できない要因を潰していけば必ず道は開ける、という考え方です。私自身も切削の経験はありませんでしたが、そうした取り組みを続けてきた結果、わずか15年ほどで業界の方が驚くような加工事例も増えてきましたし、会社としての技術力も着実に積み上がってきたと感じています。
Chapter.2
微細加工における障壁とは
司会 続いて「微細加工の障壁と打破すべきファクター」をテーマに進めます。まずは微細加工メーカーのお二方を中心にご意見をお聞かせください。
小林 どんなに素晴らしい機械や工具、ホルダを揃えても、結局は「機械の姿勢」がすべてを決めてしまうと感じています。例えば、プローブで精密に芯出ししても、その時の機械の状態が通常とわずかでも違えば、基準そのものが狂ってしまいます。
微細加工では1回の切り込み量が0.数ミクロンという世界です。機械が指令通りに動いていると思っていても、環境や熱の影響でわずか2ミクロン変異しただけで、高価な小径工具はポッキリと折れてしまいます。機械が今どのような姿勢で、環境に対してどう変異しているのか。これを把握せずに測定を繰り返しても、誤差からは逃れられません。
伊藤 小林さんのおっしゃる通りです。微細加工が難しい本質は「現象が見えない」ことにあります。機械の精度、剛性、癖、工具の精度や形状、切削条件や切削抵抗、ツールパス、クランプの精度や剛性、温度環境や振動環境、材料物性など、これらがすべて連動して精度が決まるのが微細高精度加工です。
見えないもの、把握していないことを把握しないまま経験や勘に頼ると精度は出ません。「昨日は出たのに今日は出ない」という再現性がない事態が起こるわけです。
司会 そのノウハウを可視化することはできないのでしょうか。
伊藤 私は、微細加工を「工芸品」として作るのか、それとも「工業製品」として量産するのかを明確に分けるべきだと考えています。見た目重視の1点ものなら、ノウハウを属人化させてもいいでしょう。
しかし、同じものを繰り返し作る「工業製品」を目指すなら、温度変化やホルダの振れ精度など、精度を悪化させる要因をすべて紐付け、良い加工ができた「条件を要素ごとの構造として見える化」して再現させなければなりません。
司会 昨今ではAIやDXによる解決も期待されていますが。
伊藤 微細加工に関して言えば、AIでは絶対に無理ですね。AIは過去のデータから答えを出すものですが、私たちは「過去にない条件」から新しい加工条件を引き出す作業をしています。材料や形状、工具が変われば応用が利かない世界です。
特に樹脂の微細加工は、金属加工の常識が通用しません。樹脂の線膨張係数は金属の数十倍から数百倍もあります。例えばPOM(ポリアセタール)の10㍉角のワークは、温度がたった1度変わるだけで1・1ミクロンも寸法が変わってしまいます。
熱で動くだけではなく、弾性回復やクリープ変形も起こる。さらに、同じ材料ロットであっても、場所によって分子の配合や内部応力密度がバラバラです。同じ条件で2つ加工しても、一方は成功し、もう一方は失敗する。材料そのものが不確定要素の塊なのです。
朝尾 測定についてはどうお考えですか。
伊藤 前提条件として、0.5ミクロンの精度を保証したいなら、その1桁から2桁下の精度を保証できる測定器が必要になります。ただ、それを正確に測定するのは至難の業です。接触式・光学画像、レーザーと測定原理が違えば寸法値も変わります。極論を言うと測定方法や測定機の設定や操作で精度が変わるのです。だから、微細加工は測定技術の限界との戦いとも言えます。
朝尾 測定器が変われば、結果も変わってしまうと。
小林 日常茶飯事です。「この測定器では合格だが、あっちでは不合格」となる。結局、数値を追いかけることよりも、「意味のある精度はどこか」「精度に関連する要素は何か」をトータルで検証し、すべてを疑ってかかるしかありません。「人」という要素も忘れてはいけませんね。
伊藤 非常に重要です。加工・検査ルームを22度に管理していても、作業者の体温は36度以上あります。15度近い温度差がある。加工が終わったワークを手で持った瞬間に、寸法はもう変わっているのです。大手企業の設計者ですら、この物理的特性を理解していないことが多い。
以前、長尺の高平面度が高精度の樹脂製品を納入した際、「精度が出ていない」と指摘を受けたことがありました。ただ、すぐに超高精度によくある測定側の問題だと考え、温度環境、測定基準面、測定方法、製品の取扱いといった条件を整理してお伝えました。
その内容で再測定したところ、当社とお客様の測定値は一致しました。
司会 加工における壁を打破するために、心がけていることを教えてください。
伊藤 私たちのテーマは「すべてを疑う」ことです。機械を疑い、工具を疑い、測定器を疑い、そして何より自分たち人間を疑う。この「思考の精度」こそが、再現性を構築するための唯一のキーポイントになります。
小林 機械は指令通りには動かない。熱も発生するし、経年劣化もする。それをデータとして捉え、どこまで信用できるかを見極めることからスタートしなければなりません。伊藤社長の言う通り、「疑う」という姿勢は大切ですね。機械の姿勢、温度、設置環境……すべてを疑わないといけません。機械に「100㍉動かせ」と指令を出しても、実際には100㍉動いていないかもしれない、と考えるのです。
伊藤 微細加工を突き詰めるほど、技術確立の鍵は徹底した属人化にあると考えています。機械スペックやシステムで戦う領域では大企業や海外企業には勝てません。でも、日本人には“細部までやり切る力”がある。細部まで詰めて、決めたことを守り抜く。この強さは他国にはないDNAレベルの日本人独自の武器です。
そこで得た知見を数値化し、精度を支配する仕組みに落とし込み、技と術を数値化して精度を制御していく。DXやAI、ロボットが入り込めない泥臭い領域こそ、日本の中小企業の勝ち筋だと思っています。

Jpキュービックによるアクリル削り出しワーク。クモの巣の糸は0.100㍉という驚異的な加工精度を実現している
小林 微細加工の世界では、1回の切り込みが0.数ミクロン。もし機械が熱や姿勢の変化で1ミクロン狂ってしまったら、その瞬間に工具は折れてしまいます。
どこで数値を捉えるのか、熱の影響で測定器自体がどう動いているのか。理論的には工作機械も測定器も同じ「動くもの」ですから、熱が発生すれば変化します。だからこそ、「どこまで信用していいのか」を常に疑ってかかるのがスタートラインになります。
司会 ミツトヨさんは微細ワークの計測にも対応できるハイエンド機を出されていますよね。
古賀 当社の三次元測定機のハイエンドモデル「LEGEX匠」シリーズは、当社の技術で「どこまで精度を追い込めるのか」という限界に挑んだプロジェクトから始まりました。当初、採算度外視で手作りしたマシンは(0.2+0・7L/1000)μ㍍という精度を実現しました。ただ、それではお客様に提供できるコストや納期に収まりません。
そこで「自信を持って市場に出せるもの」として調整を重ね、(0.23+0・7L/1000)μ㍍という空間精度保証を実現したのが今のLEGEX匠シリーズです。1メートルのものを測っても誤差は0.93μメートル以下。この領域になると、最後は職人による「手仕上げ」じゃないと作れないです。
矢野 その精度を維持するのも大変そうですね。
古賀 おっしゃる通りです。空調や床の基礎といった環境をしっかりと整えて、初めてこの精度が保証されます。
司会 一方で、より微細かつ複雑な形状へのニーズも増えていますが。
渡邉 微細かつ複雑な形状は「測れないものをなくしたい」という当社の信念から生まれた微細プローブ「UMAP」がお役に立てます。UMAPの特徴は驚異的な「超低触圧」です。ピエゾ素子で常にプローブを振動させておき、ワークに触れ振動が抑制された瞬間に信号をキャッチします。その触圧はわずか1マイクロニュートン。接触していながら「非接触・非破壊」に近い測定が可能です。
古賀 最近は国際規格に縛られない、新しい形状に挑戦するお客様が増えています。微細な穴の奥を立体的に捉えたい時、X線では分解能が足りず、やはり「触れて」図る必要があるのです。
吉田 メーカーとしては、それが本当に良品であるというエビデンスが喉から手が出るほど欲しいわけですからね。
渡邉 UMAPは画像測定機のサブプローブとしても活躍しています。画像で位置を決めてから、微細な穴にスッと差し込んでいく。超硬の先にガラス玉がついたプローブで、ワークを傷つけずに密なデータを取る。これは光学機器や半導体関連のお客様に非常に重宝されています。
小林 それ、いいですね。加工屋の中には「測定器は金を生まない」という人もいますが、測定器こそが価値を生むのです。精度の高い機械や良い工具を買ったら、それに見合った測定器は絶対にセットで必要です。そういった観点からもLEGEXシリーズとUMAPは非常に気になりますね。結局、良品ができたかどうかは測定でしか証明できませんから。
司会 微細加工を語るうえで欠かせない「加工環境」ですが、ここではその環境づくりに関わるお話を伺っていきたいと思います。
伊藤 機械、工具、材料、それぞれ温度変化による影響が大きいので、精密空調は必要不可欠です。当社が最初に導入したのがオリオン機械さんだったため比較はできませんが、電気代が安い点は大きなメリットですね。愛知県豊川市という土地柄、近隣にモノづくり企業も多く、見学に来られることもしばしばです。
矢野 当社も昨年、微細加工専用ルーム「JBOX」の空調を、他社製からオリオン機械さんの精密空調に切り替えました。当社が切り替えに当たって重視したのが「0.1度管理」という特殊仕様に対応できるかどうかでした。しかし、実際に導入するときちんと管理できていました。
さらに、省エネ性能も大きく改善し、従来と比べて電力消費は約45%削減できました。加えて、省エネモードでは0・5度許容に切り替えることもでき、その場合はさらに70〜80%程度まで削減できました。
司会 精度を維持しながら省エネを実現している点が印象的ですが、その技術的なポイントはどこにあるのでしょうか。
樋口 基本は、通常使われる電気ヒーターではなく、冷媒のみで制御している点です。ただし冷媒は応答性が課題になるため、そのままでは高精度制御は難しい。そこで、内部構造の工夫や自社開発の制御ソフトによって対応しています。
カタログ上の保証値は±0.2度ですが、実際には負荷条件によってそれ以上の精度が出る場合もあります。こうした実績が積み重なり、徐々に評価いただけるようになってきました。
司会 冷媒といえば、規制も厳しくなっています。御社はノンフロンにも対応されていますよね。
樋口 はい。従来の冷媒と比べると、能力面での工夫や高出力部品の採用が必要になります。現時点ではノンフロンに限定せず、用途に応じて冷媒を選択できる形で対応しています。大型空調では環境負荷の少ないR32冷媒の切り替えを進めている段階です。
小坂 半導体や電子分野では省エネや脱炭素削減を進める中で、部屋全体を空調するのではなく、装置内部だけをピンポイントで空調するケースが増えています。当然、全体空調よりもスポットで制御した方が省エネ効果は高いです。
一方、工作機械業界では、まだそうした発想が浸透していない印象があります。業界全体として「機械内部だけを空調する」という流れは、まだ顕在化していません。そういう意味では、省エネの余地はまだ大きいと感じています。
とはいえ、空調は風量を増やすほど安定するのに対し、三次元測定機などでは「定盤に風を当てるな」といった要求もあり、両立が難しい側面もありますが、今後は対象を絞った局所空調が進み、装置の小型化や省エネにつながっていくと考えています。少し極端な言い方をすれば、「全体」ではなく「ここだけ」に絞る発想が重要ではないかと思います。
Chapter.3
メーカーに求められるニーズ
司会 続いて各社への要望を伺っていきたいと思います。ここはユーザー、メーカー問わず「こうあってくれたらいいのに」というお声を頂きたいと思います。
伊藤 碌々さんの機械はお世話になっていて、他社の機械ではとてもできないような加工を実現させて頂いているのですが、あえて言うならば加工をもっと早くできるようにしてほしいです。回転数の話というより、加工時間が短縮できるよう、切削条件を上げても精度が維持できるようにしてほしいですね。
小林 面白いことに、5万回転の方が6万回転より振れが小さい場合があります。ブルームさんのレーザーで測っても、回転領域によって機械の癖がありますね。
矢野 自社の機械の特性は把握していますが、5万〜5万2000回転よりも6万回転の方が振れが良い場合もあって、機械特性を理解したうえで、よいところを狙って使うユーザーさんもいます。ベアリングの特性や制圧油の影響もあるかもしれません。
小林 当社も碌々さんの機械ありきの加工をしているのですが、制御精度をもっと向上してもらえると、加工精度も上がるでしょうし、剛性を高め、高速回転・高速移動をしても精度が維持できるようになると、加工する側としては非常にメリットがあります。3軸での圧倒的な強みを活かして、「微細加工機のリーディングカンパニー」として、ぜひそういった機械を出してほしいと思います。
矢野 貴重なご意見として今後の製品開発に役立てていきたいです。
伊藤 切削工具について、アスペクト比が低くなってしまう理由は理解しているのですが、実際に加工している立場からすると、もう少し首下の長さが高いものを作ってほしい。「これじゃ足りない」という場面が多くあります。あと、我々は樹脂の加工をやっていますので、樹脂向けのラインナップも拡充して頂けると。
小林 微妙に足りないサイズって結構ありますよね。日進工具さんの小径エンドミルは良く削れますし、工具寿命が長くて重宝しているのですが、もう少しサイズ展開を充実させて頂ければありがたいですね。
矢野 ドリルについては、公差をもう少し狭めてほしいです。エンドミルは振り回せるから補正できますが、ドリルはそのまま使うので。±3ミクロンクラスの公差があれば嬉しいですね。
後藤 ラインナップの拡充やサイズについては、しっかりと検討させて頂きます。樹脂向けには先日、バリ低減を目的とした3枚刃スクエアエンドミルを上市しました。加工上面のバリを抑制する右刃・左ねじれの側面仕上げ加工用です。樹脂加工に特化した刃先形状で、加工面品位が向上しますのでぜひお試しください。
朝尾 先ほど工具主軸の高速化のお話がありましたが、高回転になると、ホルダの設計も変わってくるのでしょうか?
吉田 今は9~10万回転くらいまでは、現状のもので対応できます。遠心力との戦いですが、焼きばめホルダは金属が収縮する力を利用して強固に把握しているので、物理的に広がらない。コレットチャックのしか存在しない時代は遠心力で刃物が抜けてくることがあったようです。
また、さらに究極を目指すなら振動をなくすことも重要です。単結晶ダイヤで削るときには振動ですら面の曇りに直結しますから。アンバランス量も0.03㌘の領域になると、もう機械でのバランス調整は限界で、内外全研削のような特別な対応が必要になってくるかもしれません。
皆様にお使いいただいている微細加工用のUNOシリーズやBLACK UNOシリーズは標準品の把握力ではなく、切削トルクが小さい事を考慮して、精度を最優先にした設計にしています。シャンクの公差も直径精度h4でないと、微細工具が空振りして掴めません。
矢野 ホルダのテーパー側なのですが、主軸のテーパー穴には公差があるので、テーパー同士を合わせるとどうしても誤差が出てしまう。これってペアリングして合わせることはできないでしょうか。
吉田 当社のBTホルダはテーパーの当たりを90%で作っていますが、どうしても機械主軸との差は出てきてしまいます。HSKシャンクは中空でかつ3点当たりなので機械のテーパーに馴染む構造ですが、BTはなかなか難しい。完全な個々の機械主軸とのペアリング(現合)作業は、現実的には時間的にもコスト的にも難しいのが現状です。
スキルレス化の観点からも、機上でのコレットチャックのフレ調整ができるベテランがいなくなってきている現在、誰がやっても高精度に収められる道具として、焼きばめホルダが注目されています。
朝尾 微細加工の領域では、例えば穴径が1㍉になってくるとタッチプローブのスタイラスサイズを理由に測定できる範囲に大きな制限がでてきます。ワークの精密な測定はミツトヨさんなど三次元測定機メーカーさんにお任せする必要がありますが、小径工具の測定についてはお役に立てるソリューションがあります。
当社の非接触レーザー測定器は世界でトップシェアをいただいており、レーザーを絞って焦点化し、測定できる最小工具径は5ミクロン、最大10万回転まで対応しています。ほとんどの非接触式測定器は「遮ったか・遮っていないか」のデジタル情報だけを見ますが、当社の「デジログ」技術はレーザーエネルギーの変化量をアナログデータでみているので動的な振れを測定することができます。回転工具を“一本”ではなく各刃をそれぞれ個別に測定可視化することができます。
ヨーロッパでは、工具テーブルに長さ・径・コーナーRだけでなく、各角度毎の刃先位置情報まで測定し先端点制御においても実際の刃先位置での補正をかけることもあります。また別のソリューションとしてはCAMに詳細な刃先データを送りパス生成の最適化を行う︱というのはそう遠くない未来の話になってきています
後藤 工具の中心で測るか外側で測るかで結果が変わってきますよね。スクエアエンドミルを真ん中で見ると変な値になることがあって。工具が摩耗した際に「一番出ているところ」を測ることはできますか。
朝尾 はい。これは測定のアプローチの仕方で解決できます。一般的に工具の中心を測定すると外周から工具中心に向けて中凹になっていますのでレーザーでの測定点を実際に加工する刃先に寄せていただく必要があります。ブルームはそういったお客様の測定の課題を解決するマクロプログラムの提供なども行っております。
後藤 工具の「仕事する部分」の精度が出ているかを確認するのに、レーザーの精度が悪いと基準が全て狂ってしまうので、そこは非常に重要ですね。レーザーも以前より格段に精度が上がっているのは実感しています。
吉田 なぜヨーロッパの機械や制御は進んでいるのですか?
朝尾 私の個人的な考えですが——たとえば民族性の違いを農耕民族、狩猟民族という観点で考えると、農耕では田んぼ(土壌=プロセス)を丁寧に育てることでおいしい米(品質)が生まれる。一方、狩猟では獲物を見つけたその瞬間にもっている武器(道具)で獲物を仕留める、一の矢がダメでも二の矢で仕留めれば結果オーライ。
プロセスを大切にして、原理原則に忠実に理(ことわり)を整えるか、その瞬間に起きた事に臨機応変に対処するかという発想の違いがあります。機上測定の分野は狩猟民族的発想下では成熟しやすかったのでしょう。どちら優れているということではなく、ものづくりへのアプローチの違いだと思います。
矢野 「プロセスを重視し、再現性を求めるのが微細加工」だとすれば、日本人の気質に合っているのかもしれませんね。
Chapter.4
微細加工の未来とメーカーの取り組み
司会 最後に今後の微細加工への期待と展望をお聞かせください。
矢野 今日の議論を振り返って改めて感じるのは、図面を渡されてさっとできてしまうような精密加工は、微細加工には当たらないのかな、と感じました。
だからこそ、「何を形にすべきか」を発注先と微細加工事業者が対等に話し合える環境を作ることが、大事なんじゃないかと。極端な話、図面そのものを変えに行くような提案まで含めて、踏み込んでいけるようなパートナーシップを築ければベストですね。
今、日本でやるべき微細加工っていうのは、海外に設備や工具、データ、良い環境を移設しただけでできてしまうような仕事ではないのかもしれません。
例えば市販の工具には個体ごとの差がありますが、微細加工のユーザーはその差を把握した上で、あえて「公差ゼロ」を狙い撃つような加工をしています。一つひとつのバラツキまでを把握した上で、その誤差を埋めて『ゼロ』を狙いに行く。そんな加工をしているからこそ、今日のような高い次元の話になってくるわけですよね。
私たちは単独でモノづくりをする会社ではありません。いろんな方々と手を取り合って、お客さんにソリューションを提示していく。その上にさらにお客さんの技術が積み重なって、日本が「究極の微細加工国家」になっていければいい。そう願っています。
後藤 矢野社長がお話された「公差ゼロの工具」についてですが、工具メーカーの立場から言えば、技術的に「公差ゼロ」の工具を出すことは可能です。もちろんコストは高くなりますが、それを使いこなしたうえで、利益も出せる、ノウハウも伝承できるような現場があれば良いのですが。
私が感じているのは、微細加工で成功している会社に共通しているのは、「社長自らがやっている」あるいは「社長の息子がやっている」といった環境です。やっていることに全責任を持っている人が取り組むからこそ、とことん追求できるのです。
これを普通の社員に「ちょっとやってみろ」と指示する程度では、難しく面倒で、かつノウハウの習得に時間のかかる微細加工はできません。
正直、微細加工の市場規模はもっと伸びると予測していました。しかし、意外と伸びていないのが現実です。その理由は、技術的なハードルの高さだけではありません。「失敗しても怒られない」という環境が、日本の企業になかなかないことが大きな原因だと感じています。中小企業においても「失敗してもいい、俺が責任を取ってやる」と言える環境を作らなければ、挑戦は生まれません。
我々メーカーはより高精度な工具を開発し、提供し続けます。そしてユーザーはそれを使いこなし、後世に伝えられる人材を育成するスキームが確立されれば、微細加工はもっと伸びるはずです。
吉田 まさに「究極」を手掛けるメーカーさんは、後藤社長がお話されたような「失敗を容認する」背景があるからこそ生き残っていくのでしょうね。
私たちホルダメーカーの役割は、皆さんのような究極のユーザーが安心して自身のノウハウに集中できるよう、「このホルダなら間違いない」と言える良い道具を開発し、提供し続けることです。機械、工具、ホルダ、測定、そして環境がお互いの製品や特性を理解し、情報共有できるような関係を築くことができれば、微細加工事業者の皆様により良いご提案ができるようになるのではないかと強く感じました。
朝尾 微細加工における問題点は一社のソリューションだけで解決できるものではありません。お客様自身も情報不足や不確定要素に非常に悩まれています。これからは、メーカーが自社製品のことだけを知っていればいい時代ではありません。
ミツトヨさんの極小径プローブや、オリオン機械さんの精密な温度環境の知見など今回の座談会では私自身、大変勉強になりました。今後はお客様に「あの方に聞いてみたら別の観点が得られるかもしれませんよ」と提示できるような、メーカーの枠を超えた姿勢が大事だと痛感しました。
古賀 微細加工のトップランナーの皆様とのディスカッションは本当に勉強になりました。当社は以前、国内だけではなくブラジルや中国にも生産拠点を置いていましたが、「メイド・イン・ジャパン」にこだわり、国内回帰しました。しかし、正直これまでは商品企画の段階で、使い手である皆様の声を十分に拾い切れていませんでした。
今後は皆様がどのような課題を持ち、どのようなニーズを抱えているのかを深く知り、それを製品作りに反映させていく必要性を強く感じました。
小坂 空調屋の視点から言わせていただくと、精度が変えてしまう最大の敵は「熱」です。工作機械の中にはオイルクーラーや油圧ユニットなど発熱体が多く、回転を上げればモーターの負荷も上がります。精度と省エネを両立させるなら、これらの発熱体を加工機や加工室から出して「セパレート型」にすることも一つの手段と考えています。実現できればランニングコストも全体に下がります。
世の中には「風さえ出していれば部屋全体が均一な温度になる」と考えている方がまだ非常に多く、空気がいかに繊細に変わるかという理解がなかなか進んでいません。今後はその点の周知を皆さんと丁寧に協力しながら進めていきたいと考えております。
小林 今日ご参加のメーカー各社の素晴らしいツールがあってこそ、私たちのものづくりは成り立っています。ただ、現場の課題は「属人化」です。「この人にしか作れない」という属人的なセンスに頼る部分がどうしても残ってしまうのです。ですが、企業として収益を上げるためには、「数」を安定して作る必要があります。
そこで当社では今、協働ロボットを活用したSIer的なことに取り組み、「再現性のある微細加工」を実現するプロジェクトに力を入れています。ロボットができる仕事は、もちろん究極の微細加工ではありませんが、「まあまあ」の仕事は効率よくこなしてくれます。
今後も皆様のツールをしっかりと活用させて頂いて、属人化と自動化を融合させた高精度のモノづくりを実現していきたいと考えています。

協栄プリント技研による自動化システム。
伊藤 ウチも小林さんのところと同じで、普段は「まあまあ」の仕事も多く手掛けていますが、今後はやはり「当社ならでは」の領域を増やしていきたいですね。
微細加工は、機械、工具、測定器、そして環境の全てが連動して初めて成立する「システム設計」そのものです。そして、これら全ての要素を緻密に「すり合わせて」答えを出すプロセスは、これらの要素を緻密にすり合わせて答えを出すプロセスは、日本人が絶対的な強みを持つ領域です。
そして、この領域にはまだ本当の技術が介入する余地が大きい。今後は加工側や生産財メーカーだけでなく、最終製品を作る側も巻き込んで、微細加工の価値を広げていきたいと考えています。
各社の注目プロジェクト
碌々スマートテクノロジー、微細加工機「AndroidⅢ」
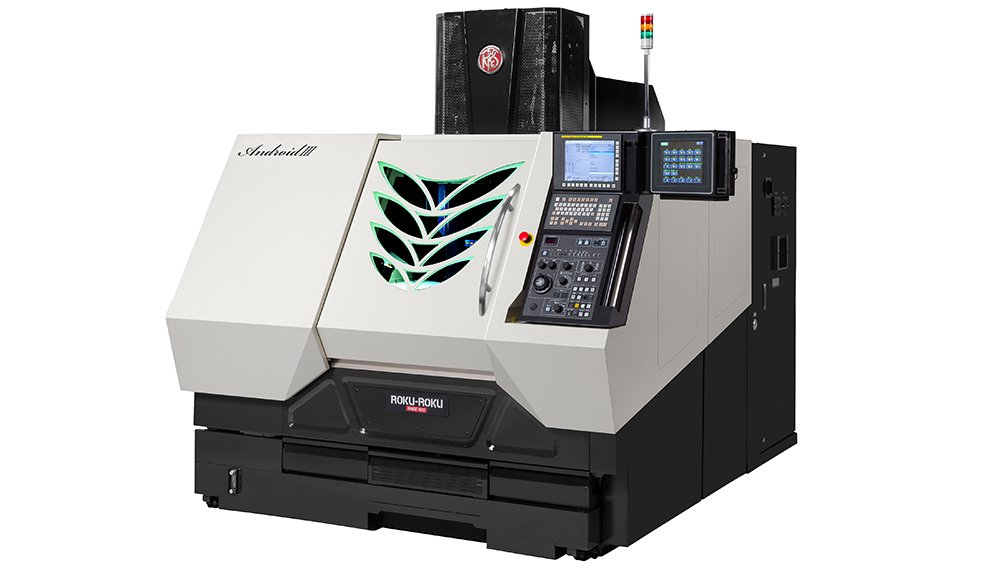
超高精度高速微細加工機「Android Ⅲ」最大の特徴は、加工精度を揺るがす「熱」への徹底した対策にある。新たに開発された気化熱対策システムを搭載し、クーラント液の蒸発による微細な温度変化を抑制。
これにより、長時間の連続運転でもサブミクロン単位の極めて高い加工安定性を実現した。医療用マイクロニードルや次世代デバイスの精密金型など、日本のモノづくりを支える最前線で採用されている。
日進工具「マイクロエッジ」シリーズ
超微細加工用エンドミル「マイクロエッジ」シリーズは小径工具のリーディングカンパニーである同社の技術を象徴する超精密工具だ。
最大の武器は、外径0.01mmという驚異的な細さ。髪の毛一本への文字彫刻すら可能にするこの工具は、外径精度±2µm、シャンク公差h3という極限の精度を誇る。最適化された刃先形状により、微細加工で課題となる「刃先の欠け」を抑制し、安定した長寿命化を実現している。
MSTコーポレーション「スリムラインUNO」シリーズ

超高精度一体型焼ばめホルダ「スリムライン UNO」最大の特徴は、独自の熱嵌合技術により実現した振れ精度0.5µm(BLACK UNO)という圧倒的な再現性だ。
部品点数を極限まで減らしたシンプル構造で継ぎ目のない一体型デザインを実現。加工時のビビりを抑制し、刃先の折損防止や加工面の「磨きレス」を可能にした。これにより、工具寿命の延長と「磨きレス」の美しい仕上がりを両立。超微細加工の安定化に大きく貢献している。
ミツトヨ「LEGEX」シリーズ

超高精度CNC三次元測定機のフラッグシップ「LEGEX」シリーズは、世界最高クラスの長さ測定誤差(0.28+L/1000)µmという驚異的な精度を誇る。測定誤差の要因となる熱変位を徹底排除するため、熱膨張係数がほぼゼロの結晶化ガラススケールを採用。移動体の重心を駆動する構造により、動的誤差も極限まで抑制している。
2023年には、熟練者の技術を注ぎ込んだ「匠モデル」も登場。半導体製造装置や精密金型など、最先端産業における品質管理の要となっている。
ブルーム-ノボテスト「DIGILOG」シリーズ

工具機上測定システム「DIGILOG(デジログ)」シリーズ最大の特徴は、独自のデジタルスキャン技術による圧倒的な情報量と速度だ。
従来の点測定とは異なり、回転中の工具を連続データとして捕捉。数千の測定ポイントを瞬時に解析し、測定時間を最大60%短縮しつつ、刃先1枚ごとの微細な欠けや振れまで可視化した。クーラントの影響を排除する独自のフィルタリング機能も備え、過酷な加工環境下でもサブミクロン単位の安定した計測を実現する。
オリオン機械「PAP」シリーズ

精密空調機「PAPシリーズ」最大の特徴は、独自のヒートポンプバランス制御による温度±0.1℃、湿度±1.0%という驚異的な制御精度だ。
従来のヒーター再熱方式を廃したことで、精密な温湿度管理を維持しつつ、消費電力を最大80%削減する画期的な省エネ性能を実現。熱変位に悩む精密加工現場の精度向上とカーボンニュートラル推進を強力に後押しする。昨年末にはノンフロンタイプも上市。製造現場に不可欠な「絶対的な安定環境」を提供する。
(日本物流新聞2026年3月25日号掲載)



関連特集