ターゲット定める切削工具
【画像1】タイトルイメージ
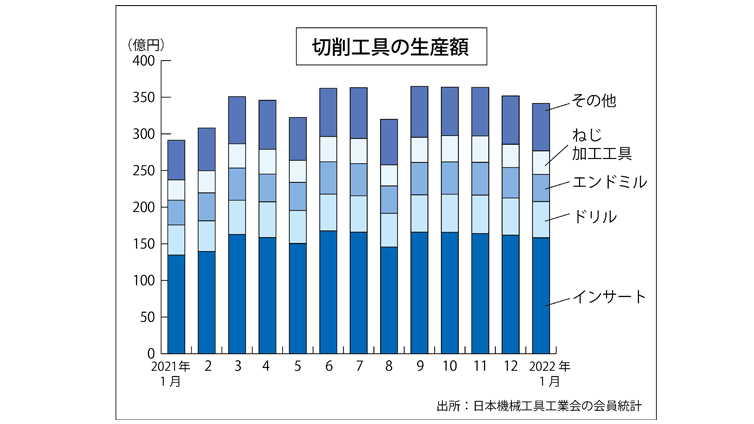
【画像2】グラフ:切削工具の生産額
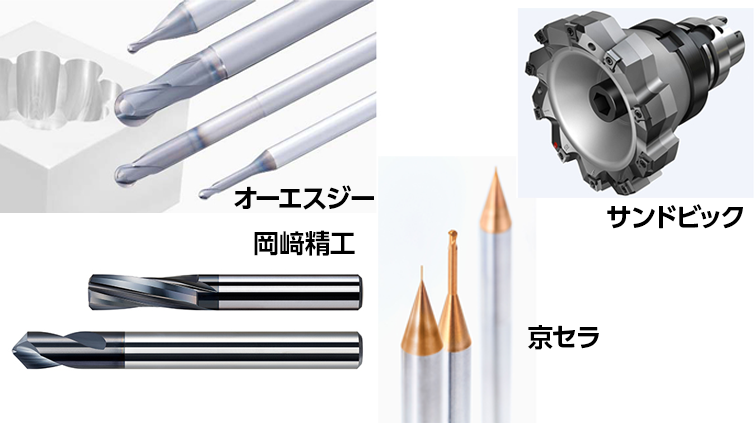
【画像3】オーエスジー・岡﨑精工・京セラ・サンドビック
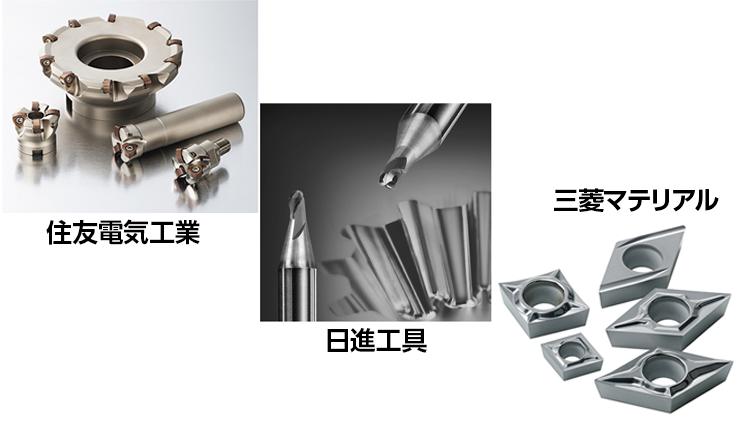
【画像4】住友電気工業・日進工具・三菱マテリアル
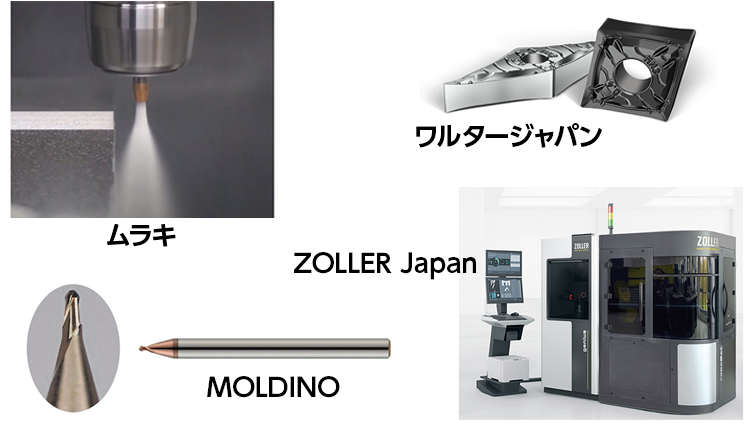
【画像5】ムラキ・MOLDINO・ワルタージャパン・ZOLLER Japan
ダントツ性能を引き出す
市場は4割増に
引き算の加工法である切削加工の宿命といえるのが切り屑だ。これが多く排出されればされるほど歩留まりは悪くなり、環境によくない。足し算の加工法であるAM(Additive Manufacturing=積層造形加工)や放電・レーザー加工に一部置き換わる動きもあるが、やはり切削は今後も必要な加工だろう。
小径穴の試作部品製造に特化する信栄テクノ(東京・大田区、従業員15人)は、金属だけでなく石英ガラスやシリコンなど脆性材の加工も手がける。電気伝導性のないこれら脆性材は当然のことながら放電では加工できず、シャープな切れ味のドリル加工に軍配があがる。
金型メーカーのワークス(福岡県遠賀郡)はレンズアレイ金型をナノレベルで直彫りする。コーナーは0.01R以下とダントツの精度を誇る。ダイヤモンド工具と高速回転のマシニングセンタを駆使し、デジタルガジェットのダウンサイジングとカメラの高精細化に貢献する。
「微細・精密」に照準
切削工具の生産額は好調に推移している。昨年7~12月の半年間の累計は2125億7500万円で前年同期に比べると38.0%多い(日本機械工具工業会の会員統計)。同時期の工作機械受注額の増加(70.7%増)ほどではないが、切削工具生産額は昨年3月以降、月間350億円前後で推移している。
小径・微細・精密やそれに伴う直彫りが切削のキーワードのようだ。本紙が切削工具メーカー10社にヒアリングしたところ、各社のいち押し製品は旋削用材種やリーマ、エンドミルなどに分かれるが、ターゲット分野として「微細・精密」を多くのメーカーが挙げた(オーエスジー、ムラキ、京セラ、MOLDINO、日進工具)。EV・FCV(燃料電池車)化や半導体・電機・医療分野でのニーズに応えるためだ。これに伴い高硬度材(岡﨑精工、京セラ、日進工具はHRC60~70対応製品を推す)、直彫り(オーエスジー)にも注目が集まる。またEV化に伴う部品軽量化を目的にアルミ合金加工に照準を合わせるメーカーも少なくない(サンドビック、ワルタージャパン)。
オーエスジー、2刃ロングネックボールや直彫りも

これまで注力してきた自動車産業、航空機産業だけでなく、オーエスジーはEV産業をはじめとして成長が見込まれる微細精密加工・エネルギー・医療産業に注力する。微細精密加工分野では「Aブランド」製品の拡充を図り、その売上率を高める。
金型および部品加工で求められる高精度・短納期ニーズに応えるのは仕上げ用2刃ロングネックボールタイプ「AE-LNBD-H」(=写真。261アイテム、R0.05~3)。需要の高まる、熱処理工程削除による高硬度鋼の直彫り加工にも応える。ボール中心部を厚くすることでボール先端のつぶれやチッピングを抑制。優れたボールR精度とシャンク精度をもつことで高精度な直彫りを可能にする。「60HRCを超える高硬度鋼加工において優れた耐チッピング性を発揮し、工具の長寿命化を実現、高硬度鋼の安定加工を可能にする」と言う。
銅電極仕上げ用には2刃ロングネックボールタイプ「AE-LNBD-N」を用意。バリのない美しい形に削り出す。
岡﨑精工、焼入鋼向けリーマと多用途ドリル

岡﨑精工の高硬度用超硬ショートハードリーマ「CKRSH〈貫通穴用〉」は独自の耐熱性OK-HRコーティングを採用し、HRC68までの焼入鋼の加工に最適という。高硬度材加工にぴったりの新刃型(=写真上)で、ショートタイプで高剛性を実現した。サイズは刃径3.0~12.0mm(0.1mmとび)および刃径3.01~12.05mm(0.01mmとび)と全141サイズの加工径に対応。刃長は24~36mmを用意。
一方、SDシリーズの超硬ソリッドリーディングドリル「SDLA」(=写真下)は一般鋼から難削材加工に対応し、ステンレス鋼やHRC60までの焼入鋼の加工も可能。先端角2段形状により刃先中心部強度を高めた独自の刃型で切れ味と耐欠損性を両立した。OK-Aコートの採用で耐磨耗、耐熱、耐溶着性がアップ。加工用途は多彩で(1)穴の面取り加工(2)センタリング加工(3)V溝加工(4)横送りC面加工―などに向く。先端角度90度、刃径3~12mmメートルの6品番。
京セラ、微細向けソリッドボールエンドミル

微細・精密加工領域に注力する京セラは、培ったPVDコーティング技術とユニーク形状を組み合わせ、この分野での第1弾製品としてソリッドボールエンドミル「2KMB」を昨秋発売。「半導体需要の増加や電子部品の小型化、FCVで必要な燃料セパレーターなど、これまで以上に精密な金型加工(高硬度材)が必要になってきている」とする。
2KMBは調質鋼から70HRCの焼入れ鋼までに対応。合金工具鋼やステンレス系、ハイス系など多様な高硬度材料の微細加工で長寿命・安定加工の両立を可能にする。
新PVDコーティング「MEGACOAT HARD EX」は独自技術による特殊2層構造を採用。上層は耐衝撃性に優れる高靭性結晶層、下層は耐酸化性に優れる特殊積層構造層とすることで、耐チッピング性と耐摩耗性の相反する性能を高レベルで両立し、長寿命・安定加工を実現。新開発の独自形状S字の切れ刃は、高品位な仕上げ面と高い耐摩耗性を実現する。
サンドビック、アルミ合金加工用正面フライスカッター
EV化には部品の軽量化が必須で、軽量素材であるアルミの使用比率は4割以上増加すると言われている。そこでサンドビックは数年前からアルミ合金加工に特化したアルミ合金専用の正面フライスカッター「M5シリーズ」(3種)をラインナップしている。
M5はアルミ合金加工の最大の課題である高送りによる生産性の向上とバリ抑制を両立する。径方向・軸方向のチップ位置を切込み量と送り量に合わせて1枚ずつ異なる位置に最適配列する「ステップテクノロジー」を採用。1刃あたりの切込み量を最小とし、径方向の切れ刃位置を狙ったテーブル送りに最適化することで、バリの原因である薄く高い壁を作り出さない。
大きな接触長さを持つチップは極小の切込み量と相まって、単位面積当たりの切削抵抗を抑え切れ刃への負担を軽減することで長寿命に寄与する。仕上げ加工面に触れるのがワイパー刃のみで他の刃は干渉しないため、刃ブレ調整が不要で、チップ交換はトルクレンチ1本でできる。
住友電気工業、高能率を究める高送りカッタ

自動車の電動化にともなう部品加工、航空機向け難削材加工などを睨み、住友電気工業は粗加工用高送りカッタ「SEC-スミデュアルミルDMSW型」を昨年6月から販売する。最大刃径125mm以上の本体(シェルタイプボディ、4型番)と高硬度材加工に対応する高強度型ブレーカH型(1型番、3材種)で構成。「近年、工作機械の性能向上により高能率化の要求が高まっており、工具に対しても高能率加工に特化した要求が強まっている」とし、ラインアップを拡充していくという。
DMSW型は高度なインサート造形技術により実現できる、複数の円弧が連なった複合円弧の切れ刃形状を採用し、これまで以上の高能率加工を実現。また傾斜加工・ヘリカル加工にも適用でき、「自動車や航空機、造船、産業機械、金型分野などの様々な加工に対応する」と言う。
日進工具、高送り・高切込み可能なボールエンドミル

近年、モビリティにおけるCASEや通信システムの5G対応の加速が続いていることを受け、日進工具は精密・微細加工分野に注力する。なかでも「金型は高精度・高硬度・高靭性化などが進んでおり、切削工具においても高精度化や長寿命化の要求は高まっている」と見る。生産性向上への要求もさらに高まっており、工具開発だけではなく切削加工技術の向上にも注力している。
小径3枚刃ロングネックボールエンドミル「MRBSH330」は硬度60HRC以上の高硬度鋼をメインターゲットとし、高送りはもちろんのこと中心刃形状の最適化により高切込みも可能にした。切削性の高い刃先デザインとしつつ、コーティングには60HRC以上の高硬度鋼に最適な無限コーティングプレミアムPlusを採用することで、長寿命・高精度・高能率な加工を実現。ケース裏面のQRコードを読み込むことで、工具の特長・規格・切削条件・加工動画などの情報をその場で確認することができる。
三菱マテリアル、低送り加工に向く小物部品用超硬材種

ターニングおよびミーリングで精密加工分野をターゲットに据える三菱マテリアル。自動盤加工の無人化、省力化、高生産へ向けたニーズの高まりを受け、周辺機器も含めて常に新しい加工用途に向けて様々な新製品を投入している。「工作機械を取り巻く環境も常に変化している。自動車の電動化や様々なロボット化、装置化が進んだことでアクチュエーターをはじめとした高精度な部品が増加した」と話す。
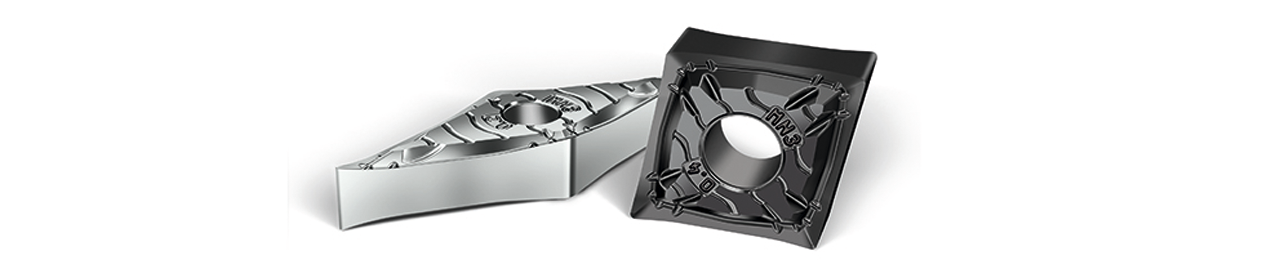
この4月に発売したばかりの小物部品旋削加工用PVDコーテッド超硬材種「MS7025」(39アイテム)は小物部品旋削加工用の低送り加工に適した工具材種。緻密なナノ積層コーティングにより、低送り加工時に発生しやすい被膜損傷を抑え、耐溶着性と耐摩耗性を飛躍的に向上させた。自動車の電子化に伴う部品の小型化により加工速度、送りが上がらない状況での加工が増えていることに応えた。
ムラキ、小径エンドミルで超高速加工

ムラキは小径エンドミルにおける超高速加工を狙う。自動車や医療分野と決めてかかるわけでなく、装置系部品などあらゆる産業の付加価値の高い細かい加工がターゲットだ。
そこで提案するのは5月発売予定のDIXI COOL(クーラント)と小径エンドミルの組合せだ(写真は刃先がクーラントに隠れている)。オイルホールの付いたエンドミルは2枚刃(7442)と3枚刃(7443)で、刃径は0.3~5.0mm。センタースルークーラントにより、切屑の排出能力向上と刃先冷却をともに成り立たせる。ステンレス、チタン合金の壁面加工でap(切込み深さ)=2D、ae(切込み幅)=0.9Dを実現し、溝切削においてもap=2Dを達成(刃径0.8mm以上で)。「周速100m/分以上の加工が可能であり、短時間で高い除去量のミーリング加工を実現する。高速主軸、センタースルークーラントを搭載したMCでの生産性向上に大きく貢献する」という自信の逸品だ。
MOLDINO、太く短い首形状のボールエンドミル

近年、電子部品の小型化・高精度化が進んだことに伴い、MOLDINOは金型においても高精度化が求められ、高硬度鋼を適用するケースが増えていることに着目する。
ラインナップの拡充を図るのは高硬度鋼の切削に適するボールエンドミル「TH3シリーズ」(次世代コーティングTH3採用、2017年発売)。先月発売した半導体部品・ライトガイド・コネクターなどの各種精密金型の加工や文字彫り加工向けの「EPDBEH-3ストロングネックタイプ」(刃径0.1~1mmの全11アイテム)は見るからにがっしりした首をもつ。従来の最短首下長アイテムよりも太く短い首形状で、折損のリスクが低い。高硬度鋼加工用に適正化したダブルフェイス形状を採用し、工具の摩滅を抑制する。「高い工具剛性により安定性・信頼性や加工精度が向上する。特に工具径が小さくなるほど効果的」と訴える。
ワルタージャパン、アルミ加工向け超硬材種
ワルタージャパンはアルミニウム加工に照準を定め、電気自動車などのe-モビリティおよび各種産業向けの部品軽量化に大きな役割を果たしているアルミニウム加工に対し、新たなソリューションを提供している。
アルミを効率よく削れると同社が薦めるのはコーティング超硬材種「WNN10」。「最新のHiPIMS(高出力パルスマグネトロンスパッタリング法)PVDテクノロジーを用いたきわめてスムーズかつ緻密な薄膜コーティングにより、非鉄金属およびその他被削材の加工において長い寿命、良好な表面品質および高い寸法精度を達成する」と三拍子そろえた。
「ワルターGPS加工ナビゲーションソフトウェア」といった工具の検索、購買、使用に関わる各ポイントにおいて効率性を高めるデジタルツールを提供中。
ZOLLER Japan、大量・多品種の工具検査を自動化

切削工具の最終検査を完全自動化したシステム「roboSet2」は多関節ロボットを内蔵する。ロボットを組み込んだが、ティーチングから測定プログラムの作成、すべての動作確認までをシステムインテグレーターを介さずに行える。直径3~25mm、最長230mmの円筒軸付切削工具に対応。プログラムは測定する切削工具に合わせて個々に作成できる。
入力操作は切削工具をパレットに並べた後、タッチパネルから測定するパレットのエリアを選択するだけ。測定結果の正否は自動ではじき出す。OK品に装置内で品番などを刻印できるオプションも用意した。
(日本物流新聞 2022年4月10日号掲載)
関連記事